Прежде чем производить расшихтовку верхнего торцового ярма, распрессовывают обмотки и снимают верхние ярмовые балки.
Механические силы, действующие при коротких замыканиях на обмотки в осевом направлении, достигают у мощных высоковольтных трансформаторов очень больших величин (десятки и сотни тонн), поэтому применяют специальные конструкции для прессовки обмоток. На рис. а показана конструкция осевой прессовки обмоток при помощи стального прессующего кольца 7 и нажимных стальных винтов 4. В полку ярмовой балки 3 вваривают фасонные гайки 2, в которые ввертывают нажимные винты. На стальное прессующее кольцо устанавливают под каждый винт текстолитовый изолирующий башмак 1, а в него помещают стальной башмак 6. Установка нажимных винтов фиксируется контргайками 5.
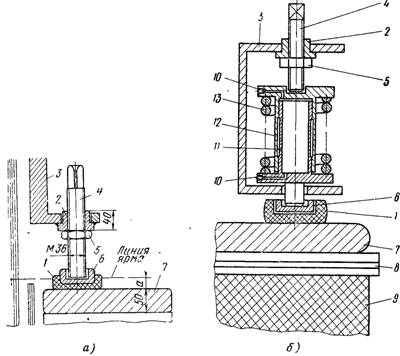
Осевая прессовка обмоток: а — при помощи стального прессующего кольца и нажимных стальных винтов, б — посредством гидропружинного запорного устройства; 1 — текстолитовый башмак, 2 — фасонная гайка, 3 — ярмовая балка, 4 — нажимной стальной винт, 5 — контргайка, 6 — стальной башмак, 7 — стальное прессующее кольцо, 8 — ярмовая изоляция, 9 — обмотка, 10 — ниппели, 11 — внутренний стакан, 12 — наружный стакан, 13 — винтовая пружина
В процессе эксплуатации происходит усадка обмоток вследствие усыхания бумажно-картонной изоляции. Поэтому приходится время от времени подпрессовывать обмотки, подвинчивая нажимные винты, что требует периодического вскрытия трансформатора. Чтобы этого избежать, были разработаны различные конструкции автоматической подпрессовки обмоток в процессе работы трансформатора. Наиболее эффективной является конструкция с гидропружинным запорным устройством (рис. 1 б*), простая и дешевая в изготовлении, оправдавшая себя на ряде мощных трансформаторов 110—220 кВ и реакторов 500 кВ.
*Разработана работниками «Мосэнергоремонта».
Гидропружинное устройство конструктивно представляет собой два вставленных один в другой стальных взаимно подвижных цилиндра (стакана) 11 и 12, заполненных трансформаторным маслом и совмещенных со сжатой винтовой пружиной 13, расположенной снаружи цилиндров. При усадке изоляции обмоток стаканы .под воздействием разжимающейся пружины раздвигаются и во внутреннюю их полость засасывается из бака трансформатора дополнительно необходимое количество масла через отверстия нижнего и верхнего ниппелей 10. При коротком замыкании электродинамические усилия от обмоток передаются на гидродомкраты, давление масла в полостях цилиндров резко возрастает и масло запирается конусной частью ниппеля. Гидропружинное устройство размещается между прессующим кольцом 7 и нажимными винтами 4. Возможны и другие варианты. На рисунке показан вариант установки гидропружинного устройства в ярмовой балке 3.

Конструкция крепления и прессовки ярма шпильками:
1 — ярмовые балки, 2 — временные стяжные шпильки, 3 — заземляющая лента, 4 и 6 — киперная лента, 5 — горизонтальная стяжная шпилька, 7 — прессующие болты, 8 — ярмовые брусья, 9 — электрокартонные мосты, 10 — скобы
В процессе сборки после сушки активной части завинчивают нажимные винты до упора в стаканы и навинчивают контргайки, а далее в процессе работы трансформатора подпресеовка происходит автоматически. Трансформаторное масло, которым заполнен резервуар гидропружинного домкрата, выдерживает ударные нагрузки очень большой силы. Поглощая энергию удара, масло служит прекрасным амортизатором.
Прежде чем приступить к съему ярмовых балок, распрессовывают обмотки. Для этого вывертывают не до конца нажимные винты, оставляя их в полках ярмовых балок, и снимают с прессующего кольца все съемные детали и его заземление. При наличии вертикальных шпилек отвинчивают и снимают с них верхние гайки. Затем распрессовывают верхнее ярмо.
на рис. 2 показана конструкция крепления и прессовки ярма оризонтальными шпильками 5 и брусьями 8, которая применялась у мощных трансформаторов с магнитопроводами из горячекатаной стали.

Рис. 3. Детали прессовки ярма шпильками:
- — прессующая шпилька,
- — активная сталь ярма, 3 — бумажно-бакелитовая трубка, 4 — стальная втулка, 5 — шайба из гетинакса или электрокартона, 6 — стальная шайба, 7 — гайка, 8 — усиливающая пластина, приваренная к вертикальной полке ярмовой балки, 9 — вертикальная полка ярмовой балки, 10 — изоляционные прокладки
распрессовка верхних ярм и съем ярмовых балок производятся в этом случае следующим образом. Вставляют в специально предусмотренные крайние отверстия ярмовых балок 1 временные стяжные шпильки 2 диаметром 24 мм и длиной 1100—1200 мм с резьбой на обоих концах. Длина резьбы с каждой стороны 300 мм. На эти шпильки навертывают гайки так, чтобы они отстояли от ярмовых балок примерно на 50 мм.
Затем отвертывают гайки 7 (рис. 3) с горизонтальных прессующих ярмовых шпилек 1, снимают со шпилек стальные 6 и гетинаксовые 5 шайбы, стальные втулки 4 и осторожно вынимают шпильки 1 и изолирующие их трубки 3. Шпильки вместе с комплектующими их деталями укладывают на стеллаж. Далее отвинчивают с одной стороны магнитопровода прессующие болты 7 (см. рис. 2), стягивающие ярмовые балки 1 со стальными ярмовыми брусьями 8. Болты 7 вместе с замковыми пластинами укладывают на стеллаж. Вынимают заземляющую ленту 3 и также укладывают на стеллаж.
Стягивают ярмо П-образными скобами 10, располагая их в шахматном порядке. Привязав киперной лентой 4 изолирующие электрокартонные мосты 9 к ярмовым балкам, освобождают последние от временных шпилек 2. Освобожденную ярмовую балку вместе с изолирующим ее электрокартонным мостом маркируют, чтобы при сборке правильно ее установить, поднимают краном и отвозят в заранее предусмотренное место. Временные шпильки комплектуют гайками и укладывают на стеллаж. Вторую ярмовую балку поддерживают краном, освобождают от болтов 7, соединяющих ее с ярмовыми брусьями 8, и отвозят в предусмотренное место.
Затем снимают ярмовые брусья. Для этого ввертывают в них обратно болты 7 и при помощи троса с крюками, зацепляемыми за эти болты, снимают краном брусья с магнитопровода вместе с изолирующими электрокартонными коробочками и укладывают на стеллаж. После этого снимают верхнюю уравнительную изоляцию, заполняющую выступ ярма, осматривают и укладывают на стеллаж. Затем приступают к расшихтовке верхнего торцового ярма.