При заготовке пластмассовых труб производят работы по резке, снятию фасок, изгибу, соединению, комплектованию и маркировке заготовок.
Трубы режут плоскими пилами без развода зубьев с уменьшающейся к центру диска толщиной на маятниковых дисковых пилах типа ПДМ-75 или ПМС-80.
При небольших объемах работ трубы отрезают ручными ножницами или ножом. Фаски под углом 45° снимают конусными фрезами или райберами. Изгибают трубы на специальных устройствах, состоящих из бака, заполненного водой, и смонтированных в нем съемного поворотного сектора и прижимного ролика. Нагретая до размягчения в месте изгиба труба вставляется в находящийся над водой хомут поворотного сектора, который поворачивается на требуемый угол, фиксируемый по шкале. При повороте сектора труба погружается в воду и охлаждается. Предварительно подогретые до размягчения трубы можно изгибать также на трубогибочном приспособлении, смонтированном на разметочном столе, или на ручном трубогибе, у которого сектор и прижимной ролик сделаны из алюминия или твердых пород дерева. При изгибе во избежание смятия внутрь трубы вводят отрезок металлорукава, спиральную проволоку или шланг из термостойкой резины диаметром на 1—2 мм меньше внутреннего диаметра трубы. По окончании изгиба место изгиба трубы охлаждают водой. Нагревают трубы в газовых или индукционных печах и шкафах.
Полиэтиленовые трубы небольших диаметров и низкой плотности при радиусе изгиба, равном шести и более наружным диаметрам трубы, можно изгибать без нагрева.
Трубы из полиэтилена низкой плотности нагревают до 100 °С, а высокой — до 120—130 °С. Продолжительность нагрева 1,5—3 мин в зависимости от диаметра и толщины стенки труб. Полиэтиленовые трубы высокой плотности можно также нагревать, погружая их на 0,5—1,5 мин в нагретые до 120—130°С глицерин или гликоль, а низкой плотности — в кипящую воду. Для плавного изменения температуры жидкости в глицерин добавляют 20— 25 % воды.
Полиэтиленовые трубы изгибают на 20—25° более заданного угла, так как вследствие упругости они после изгиба несколько выпрямляются.
Полиэтиленовые трубы и детали хранят на горизонтальных стеллажах в закрытых помещениях на расстоянии не менее 1 м от нагревательных приборов.
Полипропиленовые трубы хранят и обрабатывают только при положительной температуре. Нагревание труб при изгибе; в глицерине или гликоле производят при температуре 150—160 °С, а в электрических и газовых печах—при 185—210°С. Трубы с условным проходом 50 мм и толщиной стенок 5 мм изгибают на угол 90° в два приема, вначале на угол 135—130°, а после охлаждения и повторного нагревания догибают до угла 90°. При выпрессовке раструбов трубы нагревают в глицерине до 165—175°С, а при сварке головку инструмента нагревают до 230—240 °С при времени нагрева соединяемых деталей 30—60 с.
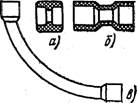
Рис. 6, Детали для соединения пластмассовых труб:
а — муфта; б — муфта с раструбами; в — угловой соединительный элемент
Винипластовые трубы изгибают при температуре 110—130 °С. При температуре 80 °С винипласт размягчается и под действием нагрузки изменяет свою форму, а при 140—150 °С начинает разлагаться, поэтому температура внутри нагревательного устройства не должна быть выше 150 °С. Винипластовые трубы в нагретом; состоянии не обладают упругостью, поэтому их сразу изгибают на заданный угол.
Соединение полиэтиленовых и полипропиленовых труб производят муфтами, муфтами с раструбом и угловыми соединительными элементами (рис. 6).
При безмуфтовом соединении труб между собой и для подсоединения их к коробам и патрубкам на концах труб выпрессовывают раструбы. Их выполняют на оправке или на специальном приспособлении. Длину раструба, в которую вставляется труба, принимают равной наружному диаметру трубы.
Для получения сварного соединения применяют специальный нагревательный инструмент с электрическим или газовым нагревом головки, на которой оплавляют свариваемые элементы.
Оптимальной температурой нагревания головки инструмента считают 220—250 °С для полиэтилена высокой плотности и 280—320 °С — низкой плотности. Температура головки регулируется при помощи автоматического регулятора или лабораторного автотрансформатора с измерением температуры термопарой. Процесс сварки полиэтиленовых труб сводится к следующему. На предварительно нагретый до необходимой температуры дорн головки насаживают свариваемую муфту или раструб, а конец свариваемой трубы вставляют в гильзу. По оплавлении свариваемые детали снимают с инструмента и немедленно соединяют друг с другом. Сварное соединение оставляют неподвижным до полного охлаждения. Продолжительность оплавления деталей составляет 3—15 с и устанавливается при опытной сварке, при этом трубы не должны прогреваться на всю толщину стенки во избежание потери фбрмы.
Применяют также способ соединения труб путем горячей обсадки раструбов, при этом соединяемая труба плотно вставляется в раструб до упора, затем раструб разогревается горячим воздухом до 100—120 °С. При охлаждении полиэтилен раструба стремится возвратиться к первоначальной форме и плотно обжимает трубу. Если не требуется большой механической прочности и Герметичности, пластмассовые трубы соединяют при помощи пластмассовых или резиновых патрубков, в которые с плотной посадкой вводят концы соединяемых труб.
Для электропроводок применяют как пластмассовые, так и металлические коробки. Способы соединения пластмассовых труб с коробками показаны на рис. 7.
Винипластовые трубы между собой, с соединительными муфтами, фитингами и коробами склеивают. Для склеивания применяют клей, содержащий 86 частей по массе метиленхлорида и 14 частей перхлорвиниловой смолы, клей БМК-5К и поливинилхлоридные составы № 1 и 2. Поверхность склеивания предварительно обезжиривают ацетоном и обрабатывают наждачной бумагой до исчезновения глянца. Клей наносят мягкой кистью тонким слоем, после чего детали быстро склеивают, а излишки клея убирают. После склеивания детали должны находиться в покое не менее 24, ч, а затем транспортируются.
Трубы соединяют с помощью винипластовых муфт, а также раструбных муфт и устройства раструбов на концах труб. Размеры муфт и раструбов подбирают с учетом плотной посадки, склеиваемых деталей. Для присоединения винипластовых труб к металлическим коробкам, коробкам из полиэтилена, капрона и других пластмасс, не обладающих адгезией к винипластам, применяют специальные винипластовые втулки, склеиваемые с трубами.
Резьбу на винипластовых трубах выполнять нельзя, так как надрезы вызывают значительное снижение прочности труб, особенно в местах изгибов, а также при ударах.

Рис. 7. Способы соединения пластмассовых труб с коробами:
а — соединение полиэтиленовой трубы сваркой или винипластовой склеиванием; б— соединение полиэтиленовой трубы обсадкой или винипластовой склеиванием; в —открытая прокладка винипластовых труб; 1—коробка пластмассовая или металлическая; 2 —втулка пластмассовая; 3 — труба пластмассовая; 4— муфта пластмассовая; 5 — патрубок стальной; 6 — гайка; 7 — скоба; 8— винипластовая труба; 9 — место соединения; 10 — стальной патрубок
Винипласт обладает большим температурным коэффициентом линейного расширения (удлиняется на 0,08 мм на 1 °С на 1 м трубы), поэтому при монтаже открыто прокладываемых труб предусматривают компенсацию температурных изменений длины трубопроводов, которая составляет:
Температурный перепад (±),°С 10 20 30 40 50 60
Изменение длины на 1 м трубопровода (±), мм . ..... 0,8 1,6 2,4 3,2 4,0 4,8
Возможность компенсации предусматривают путем соответствующего расположения подвижных и неподвижных креплений по длине трубопровода.
Неподвижные крепления, как правило, находятся у ввода труб в коробки, аппараты, при проходе через стены, у углов поворота труб, а при больших длинах трубопроводов между этими элементами предусматривают специальные неподвижные крепления в пролетах и компенсирующие муфты (рис. 8).
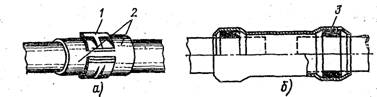
Рис. 8. Неподвижное крепление винипластовой трубы (а) и компенсирующая муфта (б): 1 — клица; 2 — два винипластовых кольца, приклеенных к трубе; 3 — уплотнительное резиновое кольцо
Для крепления открыто прокладываемых винипластовых труб применяют крепежные полиэтиленовые скобы. В случаях применения стальных скоб устанавливают прокладки из электрокартона.
Несколько труб при параллельной прокладке целесообразно крепить полиэтиленовыми клицами на С-образном перфорированном профиле типа К-101 и К-108.
При установке нормализованных скоб трубы размещают на некотором расстоянии от стен (10—18 мм) с необходимыми зазорами между трубами.
По длине открыто проложенные винипластовые трубы укрепляют на следующих расстояниях:
Наружный диаметр труб, мм ........ . 20 25 32 40 50 63 .
Расстояние между креплениями, мм 500 700 900 1100 1300 1500