Винтовые устройства по сравнению с клиновыми домкратами имеют некоторые преимущества. Винтами удобнее пользоваться и, кроме того, нет необходимости выгораживать их опалубки перед подливкой, так как они легко выворачиваются из бетона. При бесподкладочном монтаже на клиновых домкратах после их удаления из подливаемого слоя образуются ниши, подлежащие обязательному заполнению бетонной смесью.
В настоящее время фундаментные плиты двигателей типа АТД-2 и СТД выпускаются с резьбовыми отверстиями под винтовые устройства.
Если фундаментные плиты не имеют резьбовых отверстий и их можно сделать на месте монтажа, необходимо руководствоваться следующими рекомендациями: количество установочных винтов принимается равным количеству анкерных болтов, и они располагаются от последних на расстоянии 150—250 мм в зависимости от размеров анкерных колодцев. Если имеется опасность деформации фундаментной плиты под действием массы оборудования, то болты устанавливают дополнительно в местах сосредоточенных нагрузок (рис. 1).
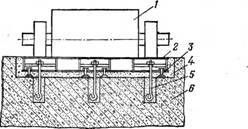
Рис. 1. Установка электрической машины на винтовых устройствах. 1 — машина; 2 — фундаментная плита; 3 — битовое устройство; 4— бетон подливки; 5 — анкерный болт; 6 — фундамент.
Таблица 1. Допустимые нагрузки на один винт и размеры упорных пластин в зависимости от диаметра резьбы винта
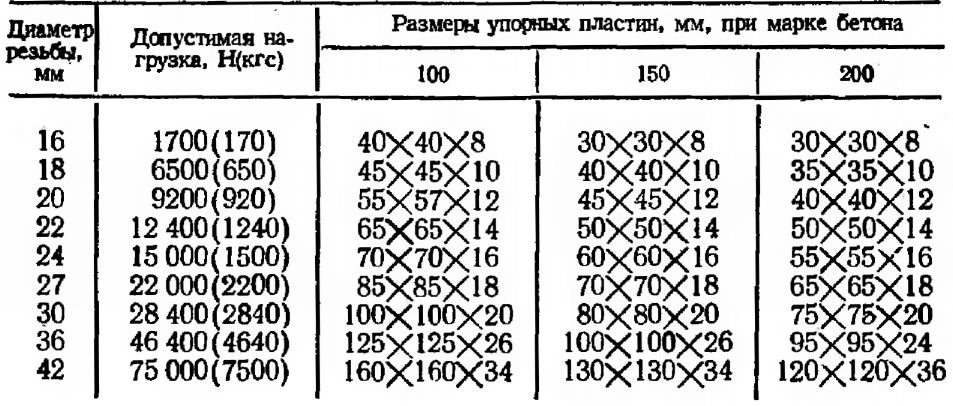
Длина резьбовой части установочного винта должна обеспечить регулировку фундаментной плиты по вертикали в пределах 50—100 мм. Рекомендуемые параметры резьбовых отверстий в фундаментной плите для крупных электрических машин: М24ХМ—7Н; М30Х Xl,5—7Н, где М30 — резьба метрическая диаметром 30 мм; 1,5 — шаг резьбы в мм; 7Н — условное обозначение основного отверстия. Для диаметра резьбы 30 мм при шаге 1,5 оно равно 28,43 мм, допустимое отклонение при этом составляет +0,3 мм. В табл. 1 приведены допустимые нагрузки на один винт и размеры опорных пластин в зависимости от диаметра резьбы.
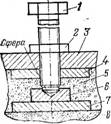
Рис. 2. Винтовое устройство.
1 — винт; 2 — контргайка; 3 — фундаментная плита; 4 — накладка; 5— бетонная подливка; 6 — упорная пластина; 7 — опорная подкладка; 8 — фундамент.
Обычно в местах опирания винтовых устройств при сооружении фундаментов устанавливают закладные детали (металлические пластины). Если фундамент не имеет металлических пластин, то перед установкой машины производят выравнивание площадок под опорные подкладки, исходя из расположения винтовых устройств. На выровненные площадки устанавливают опорные подкладки 7 и на них — упоры 6, как показано на рис. 2. Поверхность подкладки целесообразно смазать солидолом.
Выверку электрической машины по осям производят при минимально вывернутых винтах, что значительно повышает их жесткость, после чего производят ее выверку по высоте и горизонтали путем выворачивания винтов. После окончания центровки валов фиксируют контргайками 2 положение винтов 1 (рис. 2) и затягивают анкерные болты стандартными гаечными ключами без надставки. После достижения бетоном подливки прочности не менее 12000 кПа (120 кгс/см2), но не ранее 4 сут после подливки, гайки анкерных болтов окончательно затягивают. Перед затяжкой винты отворачивают на два-три оборота, а после затяжки, проверив центровку агрегата, их удаляют. Анкерный болт в затянутом состоянии отзывается на постукивание четким звуком без дребезжания.