Паршин С. Г.
Подогреватели высокого давления (ПВД) используют для подогрева питательной воды за счет охлаждения и конденсации пара из промежуточных ступеней турбин. Конструктивно ПВД состоит из трубной системы, корпуса и двух эллиптических днищ. Трубная система включает трубопровод входа - выхода питательной воды, три раздающих и три собирающих коллектора с приваренными к ним двухплоскостными спиральными змеевиками диаметром 22/15 мм, образующими теплообменную поверхность (рис. 1). ПВД разделяют на три зоны: охлаждения перегретого пара, конденсации пара, охлаждения конденсата. Трубная система размещается внутри корпуса, через верхнее днище которого поступает перегретый пар, а через нижнее осуществляется вход-выход питательной воды, выход конденсата и дренаж.
Для специалистов-сварщиков конструкция ПВД представляет особый интерес в связи с разнообразием и сложностью компоновки тяжело нагруженных угловых сварных соединений трубной системы в зоне охлаждения конденсата (рис. 2).
Технические характеристики ПВД-550-230-25 приведены далее.
Площадь поверхностей теплообмена, м2 | 450 |
Давление, кгс/см2: | |
пара в корпусе | 25 |
питательной воды в трубной системе | 230 |
Температура пара на входе, °С | 350 |
Расход питательной воды, т/ч | 550 |
Масса, т | |
подогревателя | 28,3 |
корпуса | 6,04 |
Эксплуатация показывает, что типичными повреждениями ПВД являются трещины в угловых сварных соединениях штуцеров смотровых лючков, раздающих коллекторов, разрывы питательного трубопровода в местах, ослабленных отверстиями под установку штуцеров.

Рис. 1. Движение питательной воды в трубной системе зоны охлаждения конденсата ПВД
Вместе с тем, трещины возникают и в относительно слабо нагруженном угловом сварном соединении питательного трубопровода с эллиптическим днищем и уплотнительном шве мембраны корпуса.
Причины повреждений - превышение критического напряжения в местах приварки остающихся подкладных колец, которые являются концентраторами напряжений [1], и нарушение технологии сварочных операций [2]. Трудоемкость и время восстановительного ремонта увеличиваются до 2-3 недель в зависимости от объема повреждений и из-за сложной компоновки, требующей демонтажа значительной части трубной системы.

Рис. 2. Расположение сварных соединений ПВД:
1 - сальниковый компенсатор; 2 - штуцеры смотровых лючков диаметром 133/99 мм; 3 - нижнее днище диаметром 1500/1456 (сталь 20К); 4 - труба выхода питательной воды (сталь 12Х18Н10Т); 5 - переходник; 6-раздающие коллекторы диаметром 159/115 (сталь 20); 7 - стакан диаметром 377/299 мм (сталь 15ГС); 8 - донышко штуцера; 9 - тройник

Рис. 3. Конструкция углового сварного соединения нижней части корпуса с трубопроводом питательной воды
Кроме того, в поврежденных угловых швах и прилегающих к ним зонах наблюдаются разветвленные трещины, вследствие чего возрастает объем цветной капиллярной дефектоскопии металла после выборки и наплавки. В результате общее время на восстановительный ремонт ПВД с дефектоскопией и сварочно-слесарными работами составляет 4-5 недель.
Примером последствий нарушения сварочной технологии при монтаже являются аварии ПВД на Ульяновской ТЭЦ. После 10мес эксплуатации в 1993 г. на ПВД-550-230-25 произошли разрывы трубопровода ввода питательной воды и штуцера смотрового лючка. Разрывы инициировала трещина в угловом шве штуцера, выполненного с остающимся подкладным кольцом. После замены части питательного трубопровода (стакана) и переварки всех сварных соединений трубной системы эксплуатация ПВД продолжилась до следующей аварии в феврале 2001 г. из-за радиальной трещины в угловом сварном соединении нижнего днища корпуса с трубопроводом ввода питательной воды.
Магистральная трещина и поры появились из-за шлаковых включений и нарушения технологии и последовательности сборочно-сварочных операций, чему способствовала сложность доступа сварщика к свариваемым деталям из-за компоновки трубной системы. Кроме радиальной трещины, в эллиптическом днище обнаружены поперечные трещины длиной до 60 мм и глубиной до 6 мм с началом у сварного углового шва. Многочисленные разветвленные трещины обнаружены в зоне угловых сварных соединений штуцеров смотровых лючков и раздающих коллекторов. В результате металл трубы стакана, примыкающий к сварным соединениям, шириной 240 мм и глубиной до 16 мм был механически удален и восстановлен наплавкой. После наплавки и контроля трубы стакана были восстановлены сварные соединения труб с последовательностью сварки от верхних соединений раздающих коллекторов до соединений тройника в нижней части ПВД.
В связи со значительной трудоемкостью восстановительного ремонта подогревателей следует добиваться максимальной работоспособности угловых сварных соединений.
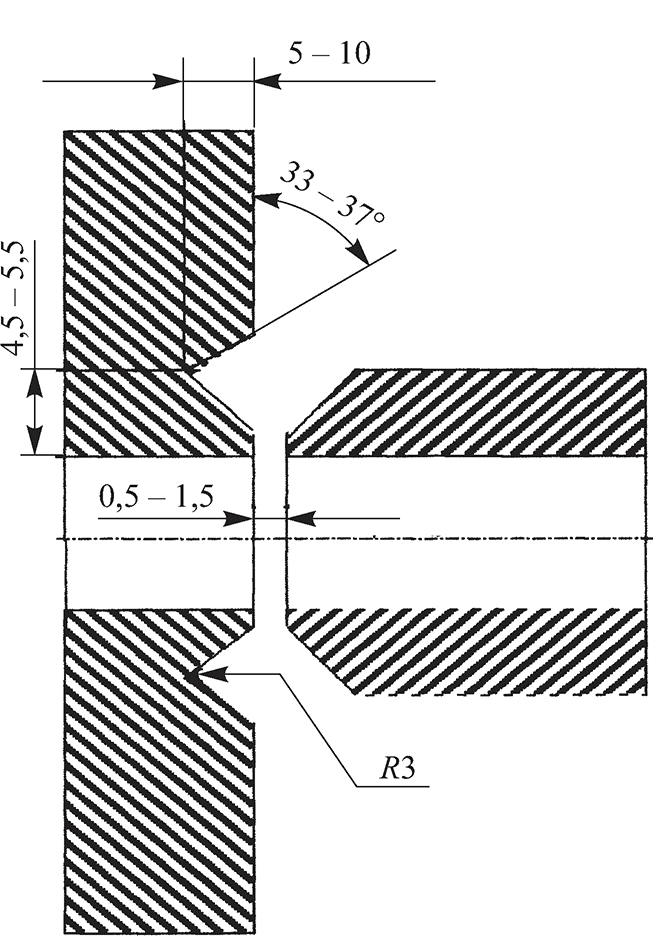
Рис. 4. Конструкция углового сварного соединения раздающего коллектора с трубопроводом питательной воды (РТМ-1С-93)
Для этого нижнее днище корпуса необходимо приваривать к трубопроводу питательной воды электродуговой сваркой электродами ТМУ-21У диаметром 3, 4 мм с предварительным подогревом зоны сварки до 100-150°С. Сложная компоновка труб не позволяет производить абразивную очистку слоев сварного шва от шлака с внутренней поверхности корпуса, поэтому сварку этого соединения следует производить в потолочном положении, а для улучшения формирования корневого шва сборку углового соединения следует выполнять с воротниковой накладкой (рис. 3). При такой технологии шлаковые включения в сварном шве будут исключены и работоспособность сварного соединения будет высокой. Наличие накладки не вызовет критической концентрации напряжений в корневом шве из-за низкого рабочего давления в зоне охлаждения конденсата.
Сварку штуцеров смотровых лючков и раздающих коллекторов с трубопроводом питательной воды следует производить комбинированным способом с разделкой без подкладного кольца, с полным проваром для последующего ультразвукового контроля (рис. 4). При этом корневой слой сварного соединения выполняется аргонодуговой сваркой вольфрамовым электродом с присадочной проволокой Св-08Г2С диаметром 2 - 2,5 мм с предварительным подогревом зоны сварки до 150°С. Остальные слои сваривают электродами ТМУ-21У диаметром 3, 4 мм.
Другим видом повреждений ПВД являются течи в уплотняющих угловых сварных швах приварки мембраны к разъемному соединению верхнего и нижнего колпаков корпуса ПВД и торцевом уплотняющем шве мембран между собой.

Рис. 5. Конструкция торцевого сварного соединения мембран в зоне фланцевого соединения корпуса:
1 - фланцевый разъем; 2 - корпус; 3 - сварные швы; 4 - мембрана
При восстановлении поврежденных угловых швов разделку мембран производят согласно инструкции по монтажу и ремонту мембранного уплотнения фланцевого разъема подогревателей высокого давления ПО “Красный котельщик” (рис. 5), а все сварные швы мембраны выполняют полностью аргонодуговой сваркой, обеспечивающей максимальную плотность наплавленного металла. Для увеличения работоспособности торцевого сварного шва мембран, испытывающего значительные растягивающие напряжения, рекомендуется нанесение активирующих флюсов, которые значительно повышают пластичность сварного соединения [3].
Таким образом, аварии подогревателей питательной воды могут быть обусловлены появлением дефектов в сварных швах. Причинами появления дефектов являются значительная концентрация напряжений, труднодоступность сварных соединений и нарушение технологии сборочно-сварочных операций. Срок службы и надежность подогревателей могут быть увеличены за счет изменения конструкции трубной системы питательной воды и уменьшения числа угловых сварных соединений. Другим способом повышения надежности является применение комбинированного способа сварки без остающихся подкладных колец при увеличении объема планового контроля за состоянием металла в зоне угловых сварных соединений.
Список литературы
- Паршин С. Г. Технология ремонта донышек коллекторов из теплостойкой стали 12Х1МФ. - Промышленная энергетика, 1999, № 4.
- Паршин С. Г. Повреждаемость и ремонт впрыскивающих пароохладителей. - Промышленная энергетика, 1998, № 12.
- Паршин С. Г. Эксплуатационная надежность сварных соединений труб поверхностей нагрева котлов при аргонодуговой сварке с активирующими флюсами. - Промышленная энергетика, 2001, № 9.