ОПЫТ ЭКСПЛУАТАЦИИ ЭНЕРГЕТИЧЕСКИХ БЛОКОВ ТЭС
Эксплуатационная эффективность скрубберов с трубами Вентури не превышает 95—96 %. Часто этого недостаточно для соблюдения норм предельно допустимого выброса (ПДВ) или временно согласованного выброса (ВСВ).
Теоретически существуют два пути повышения степени очистки дымовых газов на скрубберах: за счет увеличения удельного расхода воды на орошение газа в трубе Вентури или контакта газа с жидкой фазой в коагуляторе и путем увеличения скорости дымовых газов в трубе Вентури. Оба эти способа имеют недостатки. Первый приводит к снижению температуры уходящих газов, минимальное значение которой должно быть на 20—30 °С больше температуры точки росы, а второй — к увеличению сопротивления коагулятора (оно растет пропорционально квадрату скорости газа в его горловине) ; при этом даже заложенный при проектировании запас дымососа по тяге (20 %) часто оказывается недостаточным.
Одним из возможных путей снижения выброса золы в атмосферу является доочистка дымовых газов в сухих ротационных золоуловителях (РЗ). К основным их достоинствам следует отнести способность очищать слабозапыленные потоки газов, компактность и низкую металлоемкость.
Для доочистки дымовых газов от золы после золоулавливающей установки котла, состоящей из четырех золоуловителей МВ-УО ОРГРЭС с каплеуловителями внутренним диаметром 3100 мм, был разработан РЗ лопаточного типа. Он смонтирован во входных коробках перед рабочим колесом дымососа Д 300/400 котла ТП-170.
На рис. 1 показан РЗ, проработавший на котле уже более двух лет.
Дымовые газы, содержащие частицы золы, неуловленной в скруббере с трубой Вентури, через жалюзи 1 поступают во входную коробку 2. Из нее газ, закрученный жалюзи и пылеотделительным ротором 3, который размещен на валу дымососа перед его входной воронкой (конфузором), засасывается в рабочее колесо 4 дымососа 5. При этом частицы золы размером более 50—60 мкм в результате закрутки потока выделяются из него, не достигнув ротора,
а частицы размером до 50—60 мкм сепарируются на его вращающихся лопатках 6 V-образного профиля и отбрасывается с их концов к стенке входной коробки. В нижней части ее расположен бункер 7, из него частицы золы через золовыпускное отверстие ссыпаются по золосмывной трубе 8 в канал 9 ГЗУ. Кусок резинового рукава на конце трубы 8 выполняет роль клапана 10, предупреждающего подсос воздуха через золосмывную трубу в дымосос.
ГУДЗЮК В. Л., канд. техн. наук, ЖАВОРОНКОВ М. Д., инж., Ивановский энергетический институт
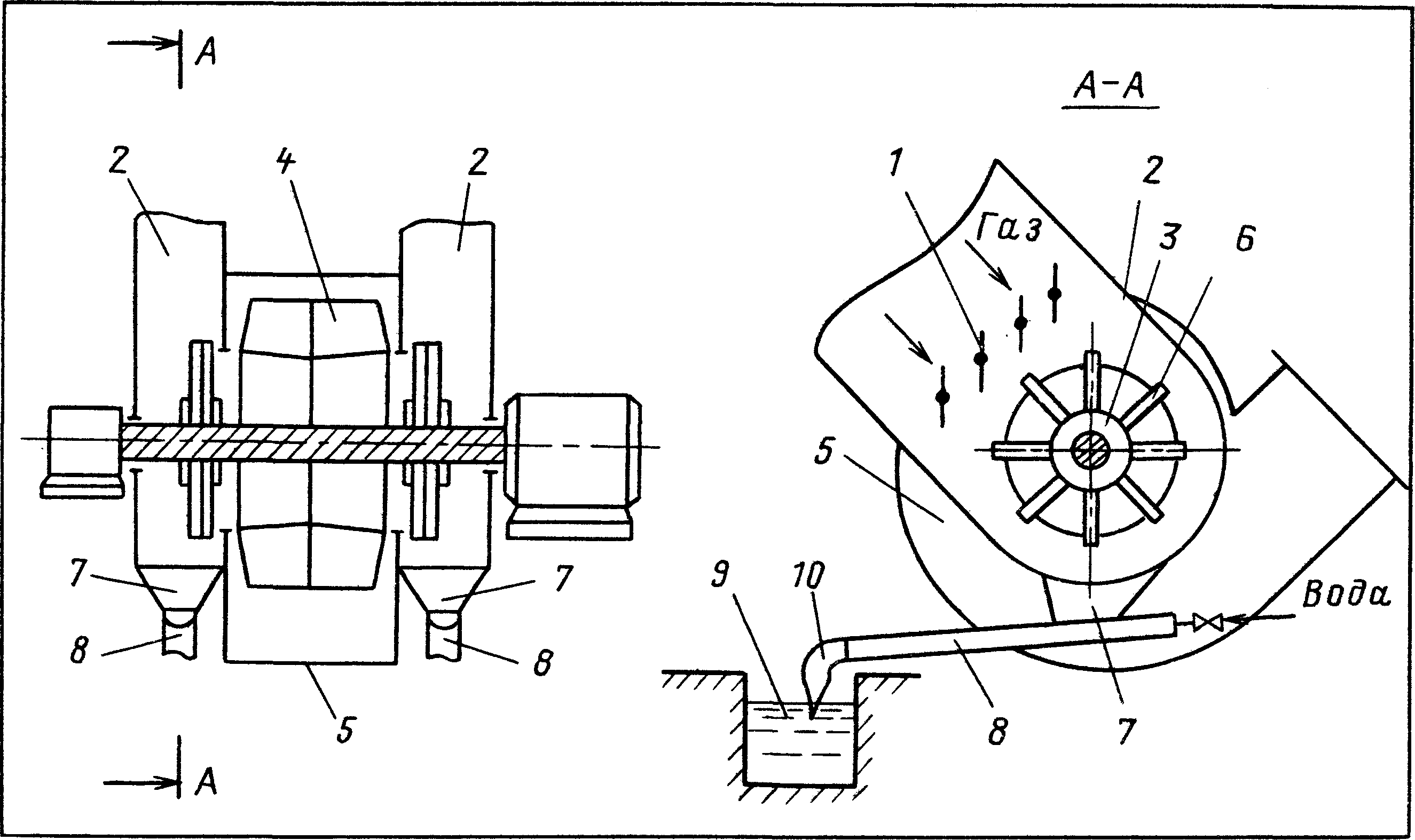
Рис. 1. Ротационный золоуловитель
Испытания золоулавливающей установки котла и РЗ проводились в соответствии с Методическими указаниями по испытаниям золоулавливающих установок тепловых электростанций.— М.; СПО Союзтехэнерго, 1982.
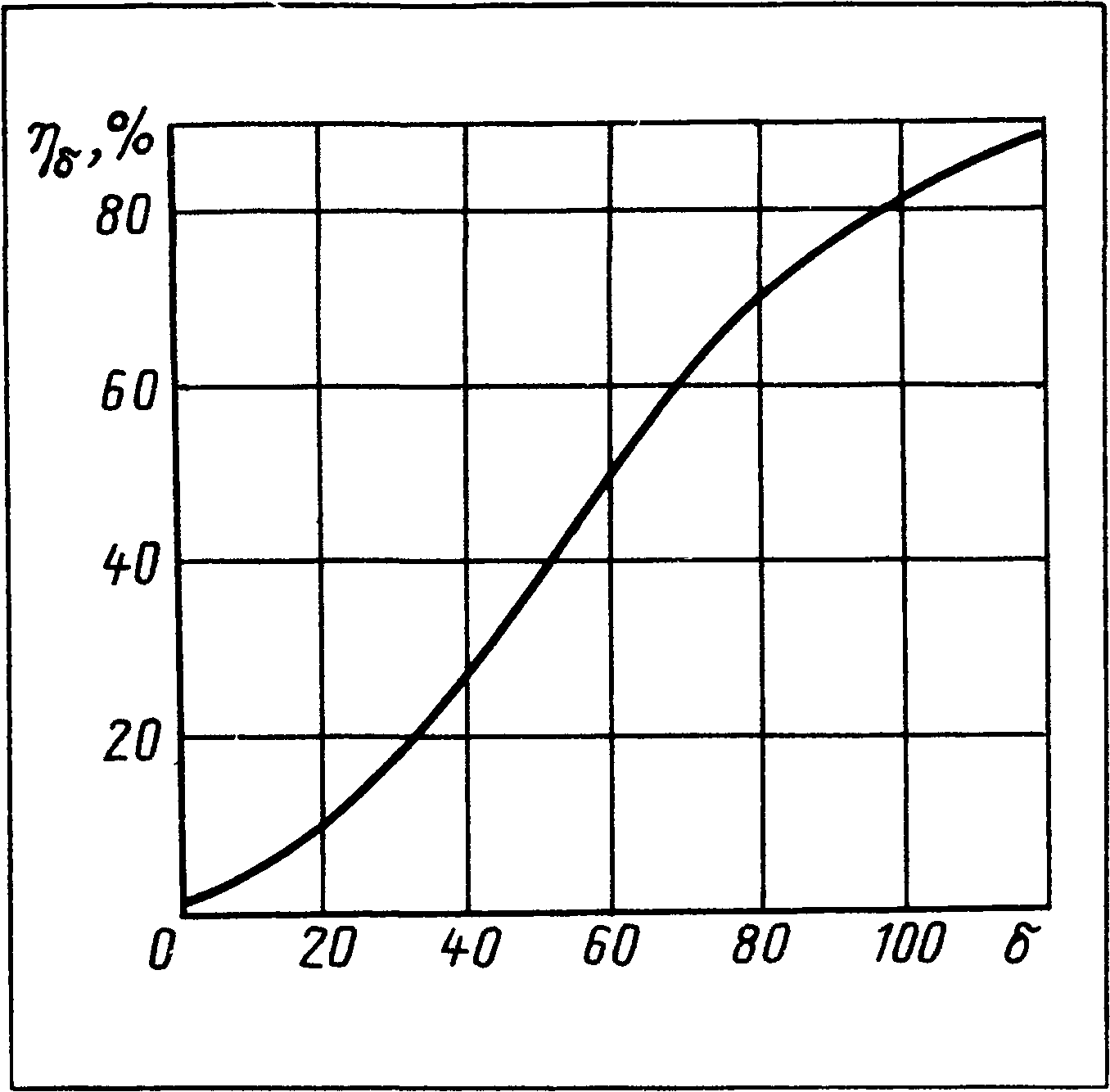
Рис. 2. Фракционная эффективность очистки ротационного золоуловителя
При этом определялась возможность несения котлом номинальной нагрузки (180 т/ч) при сжигании угля или с минимальной подсветкой мазутом по условию обеспечения нормального разряжения в верхней части топки котла 4—5 кгс/м2. Количество золы, уловленной РЗ, определялось путем отбора пульпы из-под его резинового клапана, установленного на золосмывной трубе. Определялись также эффективность очистки, проскок золы и степень снижения запыленности дымовых газов.
Анализ дисперсного состава золы на входе в трубу Вентури и в РЗ показал, что в РЗ поступает зола с большим медианным размером, чем в трубу Вентури, т. е. в упомянутых скрубберах дымовые газы недостаточно эффективно очищаются от крупных частиц золы. Таким образом, возникает необходимость доочистки дымовых газов в первую очередь от этих частиц.
Эффективность ее в РЗ после скрубберов с трубами Вентури составила 20—30 % (рис. 2). В основном доочистка осуществлялась за счет выделения из потока частиц золы диаметром свыше 50 мкм. Аэродинамическое сопротивление РЗ при этом равнялось 130—150 Па (13—15 мм вод. ст.). С ростом эффективности очистки в скруббере с трубой Вентури эффективность РЗ уменьшалась.
Эксплуатация РЗ показала, что он не влияет на работу котла. Установка пылеотделительных роторов на валу дымососа не вызвала вибрации дымососа, поскольку масса пылеотделительного ротора примерно в 15 раз меньше массы рабочего колеса и диаметр ротора не превышает диаметра его всасывающего отверстия. Это также объясняет в отсутствие абразивного износа пылеотделительных лопаток. Окружная скорость вращения их концов не превышает 60 м/с.
Система смыва золы обеспечивала полное удаление уловленной в РЗ золы в канал ГЗУ. При этом уноса смывной воды в дымосос не было.
Проверка показала, что неравномерности загрузки дымососов при параллельной их работе не наблюдалось. Использование РЗ позволяло снизить удельный расход воды, идущей на очистку дымовых газов в горловине трубы Вентури, до 0,08 кг/м3. При скорости газа в горловине коагулятора 57—59 м/с поддерживалась постоянная эксплуатационная эффективность золоулавливания в целом по котлу на уровне 94,6 %.
Стоимость изготовления и монтажа РЗ на одном котле составила 2400 руб. Его установка не требует переделки существующего тракта газоочистки и газоходов, РЗ легко может сочетаться как с мокрой, так и с сухой системами газоочистки. Затраты времени на реконструкцию несоизмеримо малы по сравнению с длительностью установки второй ступени очистки газов других типов. Кроме того, РЗ дает возможность непосредственно защитить рабочее колесо дымососа от золового износа или отложений.