Рациональной организационной формой подготовки монтажных работ и их производства индустриальными методами являются мастерские электромонтажных заготовок (МЭЗ).
Назначение МЭЗ заключается в подготовке работ, комплектации оборудования и материалов, заготовке и сборке уплотненных монтажных узлов и блоков, изготовлении нетиповых конструкций.
Основной задачей МЭЗ является выполнение максимального объема работ вне монтажной зоны путем заблаговременного изготовления и сборки укрупненных монтажных узлов и блоков, комплектации электроконструкций, электрооборудования и материалов, необходимых для монтажа электроустановок на объектах.
Заготовка стальных труб. Стальные трубы для электропроводок заготовляют в МЭЗ на технологических линиях (рис.1), включающих следующие операции: складирование, очистку, окраску, сушку, резку, снятие фасок, нарезание или накатывание резьбы, изгибание и сборку труб в пакеты и блоки, комплектование, маркировку и складирование готовых элементов и узлов трубных трасс.
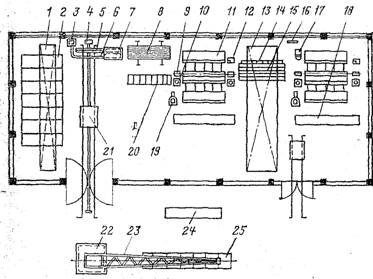
Рис. 1. План технологической линии заготовки стальных труб: 1 — кран-балка; 2 — стеллаж для окрашенных труб; 3 — тепловоздуходувка; . 4 ~ реверсивная электролебедка; 5 — окрасочная камера; 6 —сушильная камера; 7 — бак с окраской; 8 — загрузочное устройство; 9 — райберовочный станок; 10 — трубонарезной станок; 11 — стол-накопитель; 12 — маятниковая пила; 13 — кран мостовой; 14 — рольганг; 15 — механизированный стеллаж;
16 — пульт управления прессом; 17 — пресс для рубки труб; 18 — натяжное устройство; 19 — трубогиб; 20 — стол-накопитель с дозатором; 21 — тележка; 22 — сборочная площадка блоков труб; 23— башенный кран; .24 — вибростенд; 25 — стеллаж для складирования необработанных труб
Трубы без защитных покрытий окрашивают снаружи. Оцинкованные трубы не окрашивают. Наружную поверхность открыто прокладываемых труб окрашивают в цвета в соответствии с архитектурными требованиями или в отличительный цвет в соответствии с требованиями ГОСТ. Трубы окрашивают в ваннах или специальными механизмами. Сушку производят на воздухе или воздуходувками.
Трубы, подвергшиеся значительной коррозии, очищают механическими вращающимися ершами, щетками, на вибростендах или химическим способом.
Грат с электросварных труб удаляют или его притупляют вращающимися стальными квадратными прутками, а также протяжкой оправок или калибров.
Режут трубы на мерные длины на станках типа СОТ или УС-1 или на маятниковых дисковых пилах типа ПМД-75 и ПМС-80 абразивными армированными кругами. Универсальный станок УС-1 предназначен также для райберовки и нарезки резьбы. Трубы диаметром 30— 60 мм изгибают на шинотрубогибах типа УШТМ-2, а для диаметра до 50 мм также на гидравлических трубогибах типа ТГ-2А. Тонкостенные трубы диаметром до 24 мм с толщиной стенки до 1,5 мм изгибают ручным трубогибом типа ТРТ-24 (рис. 2). При изгибе подогревать или заподнять песком трубы не следует.
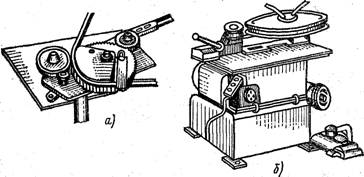
Рис. 2. Трубогибы:
а — ручной типа ТРТ-24; б — шинотрубогиб универсальный типа УШТМ-2
Нарезку резьбы и снятие фасок производят на станках типа СНТ, накатку резьбы на тонкостенных трубах производят на этих же станках при помощи резьбонакатных плашек типа НПТ или резьбонакатных головок типа ВНГТ.
Заготовку труб выполняют по проектным чертежам, трубозаготовительным ведомостям или эскизам, выполненным по замерам трубной трассы в натуре на месте монтажа. Сложные узлы электропроводок с большим числом труб, размещаемых в разных плоскостях на небольшой площади, изготовляют на макете. При этом на специальной площадке в натуральную величину воспроизводят макет монтируемой электроустановки, наносят оси строительных конструкций и размещения технологического оборудования, фиксируют места вывода труб к оборудованию и электроустановкам. После этого заготовляют, укладывают и маркируют трубы на макете. Затем сложные узлы разбирают на элементы, удобные для транспортировки, перевозят и вновь собирают уже на месте монтажа.
В трубозаготовительной ведомости для каждой трубы указывают: номер (маркировка), диаметр, расчетную длину, концевые точки начала и конца трубы на трассе, а также длину прямых участков трубы между концами или точками пересечения осевых линий труб в местах изгиба и значения узлов изгиба в градусах (табл. 1).
Таблица 1. Трубозаготовительная ведомость
| Труба | Трасса |
| ||
Марки- ровка | Обозначение по ГОСТ или ТУ | Дли- на, м | Начало | Конец | Участки трассы трубы |
152 | Ц50 | 5,5 | 2ЭМП | Двигатель 152 | 1,4—90°—2,25— 120°—185 |
При заготовке труб применяют нормализованные углы поворота" (90, 105, 120, 135, 150°) и радиусы изгиба труб (400, 800 и 1000 мм). Для труб, прокладываемых в перекрытиях и для вертикальных выходов труб в стесненных местах радиус изгиба 400 мм, а при укладке труб в монолитных фундаментах и при прокладке в трубах кабелей с однопроволочными жилами — 800 и 1000 мм.
Эскизы трубных трасс выполняют на замерных бланках с изображением труб схематически одной линией. При выполнении эскизов соблюдают следующие правила. Участки труб, прокладываемых в натуре в горизонтальной плоскости, на эскизе показывают горизонтальными линиями параллельно тексту бланка. Изгибы в горизонтальной плоскости наносят под острым углом к горизонтальным линиям. Внутри угла указывают угол изгиба в градусах, а радиус изгиба в миллиметрах. Длины участков, измеренные в натуре, указывают вдоль линий на эскизе.
Участки трубной электропроводки в вертикальной плоскости на эскизе изображают линиями, перпендикулярными строкам текста бланка. Изгибы труб в вертикальной плоскости наносят линиями, наклоненными к строкам текста под тупым углом. Переходы из горизонтальной плоскости в вертикальную наносят на эскизе в виде прямого угла (рис. 3 и 4).
При заготовке изогнутых труб необходимо определить длину их заготовки, а также начальные точки изгиба при работе с ручным трубогибом или средние точки изгиба — при работе на механизированных трубогибах. На рис. 5 показана заготовка стальной трубы: С — средняя точка изгиба для трубогибов, позволяющих изгиб за один ход винта передвижения трубы; А\ и Л2 — начальные точки изгиба для ручных трубогибов; L — длина заготовки; L\ и Li — расстояния от конца трубы до точки О пересечения осевых линий — длина монтажных плеч трубы; I — расстояние от начальной точки изгиба до точки О пересечения осевых линий; и /2— прямые участки трубы, т.е. расстояния от концов трубы до начальных точек изгиба; 1/3 и расстояния от концов трубы до средней точки изгиба; R — радиус изгиба трубы.

Рис. 3. Примеры условных обозначений для составления замерочных эскизов трубных трасс:
а —выход труб от короба с изгибом вперед; б— выход труб из всех стенок коробки; в—обход выступов в горизонтальной и вертикальной плоскостях; г—участок трубопровода с «уткой» и изгибами под разными углами; А и Б — замеряемые участки трассы

Рис. 4. Пример заполнения замерного бланка
Поз. | Спецификация | Единица измерения | Количество |
! | Стальная труба диаметром 1" | м | 31,22 |
2 | Контргайка | шт. | 2 |
3 | Соединительная муфта | шт. | 2 |
Начальник участка
Замерщик
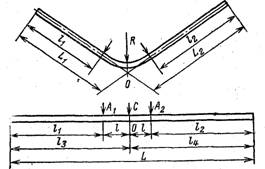
Рис. 5. Заготовка стальной трубы