Шины распределительных устройств
Шины распределительных устройств (РУ) выполняются гибкими и жесткими. В качестве проводникового материала используется, как правило, алюминий. Гибкие шины представляют собой сталеалюминиевые провода, подвешиваемые к опорным конструкциям (порталам) с помощью гирлянд подвесных изоляторов.
Жесткие шины прокладываются по опорным изоляторам, устанавливаемым на различных конструкциях (рис. 1,а). Шина 1 закрепляется в шинодержателе, состоящем из планок 2 и 5 и стяжных шпилек 6. Нижняя планка 2 крепится к опорному изолятору 3 винтом 4. Для выполнения такого крепления в верхней части изолятора при его изготовлении армируется металлическая втулка с внутренней резьбой.
Шинодержатели при переменном токе более 600 А не должны создавать замкнутого магнитного контура вокруг шины. Для этого одна из накладок или один из стяжных болтов должны быть выполнены из немагнитного материала.
К оборудованию распределительного устройства шины крепятся с помощью аппаратных зажимов. На рис. 1, б показано болтовое крепление гибкой шины 1 с опрессованным наконечником 2 к аппаратному зажиму 3.
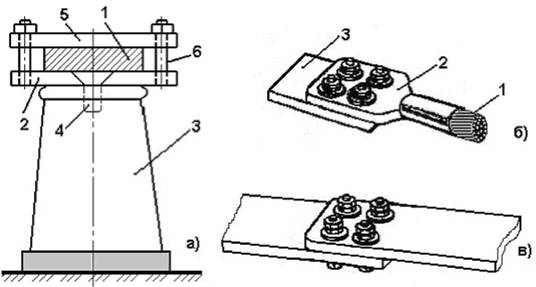
Рис. 1. Крепление и соединение шин
При монтаже жестких шин часто возникает необходимость их изгиба. Для наиболее распространенных плоских шин прямоугольного сечения радиус изгиба шины на плоскость должен быть не менее двойной толщины шины, при изгибе на ребро - не менее двойной ширины шины. При изгибе шины в штопор длина изгибаемой части должна быть не менее 2,5-кратной ширины шины.
Жесткие шины соединяют между собой сваркой или болтовым контактным соединением. Сварные соединения, выполняются, как правило, полуавтоматической сваркой на постоянном токе в среде аргона.
При затяжке болтовых соединений шин применяются средства стабилизации давления, например тарельчатые пружины (шайбы). Затяжка болтовых соединений осуществляется в два приема:
затяжка до полного сжатия тарельчатой пружины;
ослабление затяжки приблизительно на четверть оборота.
Провода гибкой ошиновки не должны иметь перекруток, расплеток, лопнувших проволок. Стрелы провеса не должны отличаться от проектных более чем на ±5%.
Соединения между смежными аппаратами должны быть выполнены одним отрезком шины (без разрезания). Присоединение ответвлений в шинном пролете должно быть выполнено без разрезания гибкой шины.
При монтаже болтовых соединений (рис. 1,в) в соединяемых шинах с помощью шаблона размечаются, а затем сверлятся отверстия. Диаметр отверстий должен быть больше диаметра болтов на 1...2 мм. Контактные поверхности обрабатываются на специальных станках или напильником и покрываются слоем нейтральной смазки.
Коммутационные аппараты
Коммутационные аппараты (выключатели, разъединители) поставляются на монтажную площадку в собранном виде с комплектом металлоконструкций, позволяющих производить монтаж аппаратов, исключая сварочные работы.
Монтаж и регулировку коммутационных аппаратов следует производить в соответствии с монтажными инструкциями предприятий-изготовителей. Перед монтажом коммутационные аппараты освобождаются от заводской упаковки и осматриваются: проверяется состояние изоляторов, армировочных швов, прочность крепления отдельных элементов.
Выключатели и разъединители устанавливаются на опорные конструкции (фундамент). Выверяется вертикальность и горизонтальность установки аппарата. На опорную конструкцию устанавливается привод, проверяется и регулируется совместная работа привода и коммутационного аппарата.
К аппаратным зажимам полюсов подводится ошиновка. Монтаж ошиновки выполняется таким образом, чтобы в элементах выключателя и разъединителя не возникали механические напряжения от, пружинящего действия шин, температурных изменений их длины. Металлические части аппаратов, нормально не находящиеся под напряжением, подсоединяются к заземляющему устройству.
Особое внимание при монтаже разъединителя уделяется работе контактной системы. Оси контактов каждого полюса должны совпадать; полюса разъединителя должны замыкаться и размыкаться одновременно; контактное давление должно соответствовать заводским нормам.
Замеченные неисправности и дефекты в работе контактной системы устраняются специально предусмотренными в конструкции разъединителя регулировками.
Разъединители выполняются, как правило, с заземляющими ножами. Поэтому при монтаже проверяется работа блокировок от неправильных
операций с главными и заземляющими ножами разъединителя: при включенных главных ножах блокировка не должна позволять включение заземляющих ножей; при включенных заземляющих ножах блокировка не должна позволять включение главных ножей разъединителя.
Измерительные трансформаторы, аппараты защиты от перенапряжений, конденсаторные установки

Перед монтажом измерительных трансформаторов (тока, напряжения) проводится их осмотр. Проверяется целостность изоляции, исправность швов армировки, уровень масла в маслонаполненных трансформаторах, его электрическая прочность, измеряются характеристики изоляции обмоток.
Ревизия трансформаторов с выемкой активной части допускается лишь в том случае, когда имеются внешние признаки или результаты измерений, указывающие на возможные внутренние повреждения.
При монтаже измерительных трансформаторов должна быть обеспечена вертикальность и горизонтальность их установки на опорной конструкции.
В период монтажа измерительных трансформаторов напряжения их первичные и вторичные обмотки с целью безопасности закорачиваются, поскольку случайные прикосновения обмоток с временными проводами освещения, сварки, измерений могут вызвать трансформацию напряжения, опасного для жизни.
Все вторичные обмотки измерительных трансформаторов заземляются с целью безопасного обслуживания вторичных цепей при эксплуатации.
Высоковольтные вводы смонтированного трансформатора напряжения должны быть закорочены до его включения под напряжение. Корпус трансформатора должен быть заземлен.
Перед монтажом разрядников и ограничителей перенапряжений осматривается их фарфоровая покрышка, в которой не должно быть трещин и сколов, проверяется состояние швов армировки и положение герметизирующих прокладок. Легкое встряхивание или покачивание аппарата не должны вызывать внутреннего шума или позвякивания.
Аппараты в полимерных покрышках имеют меньшую массу, меньшую вероятность повреждения при транспортировке, хранении и монтаже, более надежны.
После установки аппарата защиты от перенапряжения на опорную конструкцию (фундамент) выполняется его ошиновка и подключение к заземляющему устройству. Все металлические части и швы армировки покрываются влагостойкой краской.
При монтаже конденсаторных установок должна быть обеспечена горизонтальная установка каркасов и вертикальная установка конденсаторов. Расстояние между дном конденсаторов нижнего яруса и полом помещения должно быть не менее 100 мм.
Паспорта конденсаторов (таблички с техническими данными) должны быть обращены в сторону прохода, из которого будет производиться их обслуживание.
Токоведущие шины и заземляющие проводники должны монтироваться таким образом, чтобы обеспечить удобство смены любого конденсатора во время эксплуатации. Ошиновка не должна создавать изгибающих усилий в выводных изоляторах конденсаторов.
Заземляющие устройства
Монтаж заземляющих устройств (ЗУ) состоит из следующих операций:
-подготовки земляной траншеи;
-установки заземлителей (вертикальных и горизонтальных) и соединения их между собой;
-прокладки заземляющих проводников;
-соединений заземляющих проводников с заземлителями и заземляемыми частями оборудования.
В качестве заземлителей используются в первую очередь естественные заземлители: железобетонные фундаменты зданий и сооружений, металлические трубы водопровода, металлические оболочки бронированных кабелей, проложенных в земле. Не допускается использовать в качестве естественных заземлителей трубопроводы горючих жидкостей и газов, трубопроводы канализации, алюминиевые оболочки кабелей.
При недостаточном сопротивлении естественных заземлителей устанавливают искусственные заземлители (рис. 2,а). С этой целью по периметру объекта (подстанции) роется траншея глубиной 0,7...0,8 м. В дно траншеи заглубляются вертикальные заземлители (электроды) длиной 3... 5 м, в качестве которых используется стальной прокат:
-круглый диаметром не менее 16 мм;
-трубный диаметром не менее 32 мм;
-угловой сечением не менее 100 мм.
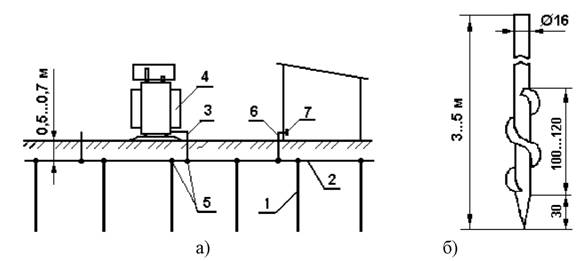
Рис. 2. Принципиальная схема ЗУ (а) и вертикальный заземлитель, подготовленный к заглублению вкручиванием (б):
1 -заземлитель вертикальный (электрод); 2 - заземлитель горизонтальный 3 - заземляющий проводник; 4 - металлические части оборудования, подлежащие заземлению; 5 - места сварки; 6 - ввод заземляющих проводников в здание; 7 - заземляющая шина
Заглубление электродов в грунт выполняется ударным способом, вдавливанием или вкручиванием. Для вкручивания применяется электрозаглубитель - дрель с редуктором, понижающим частоту вращения ниже 100 об/мин и соответственно увеличивающим вращающий момент на ввертываемом электроде. Нижнему концу электродов придается форма бурава (рис. 2,б).
После заглубления в грунт верхние концы электродов, выступающие на 150...200 мм над дном траншеи, соединяются между собой горизонтальными заземлителями. В качестве горизонтальных заземлителей используется, как правило, полосовая сталь сечением не менее 100 мм или стальная проволока диаметром не менее 10 мм.
В открытых РУ дополнительно прокладываются продольные и поперечные горизонтальные заземлители, объединенные между собой в заземляющую сетку. Это необходимо для выравнивания электрического потенциала на территории РУ при стекании с заземляющего устройства тока замыкания на землю.
Все соединения вертикальных и горизонтальных заземлителей выполняются сваркой. Места сварки покрывают битумным лаком. При высокой коррозийной активности почвы по отношению к стали в качестве искусственных заземлителей используется оцинкованный стальной прокат.
Каждая металлическая часть электроустановки, подлежащая заземлению, присоединяется к заземлителям с помощью отдельного заземляющего проводника. Не допускается последовательное соединение двух и более элементов электроустановки одним заземляющим проводником.
Присоединение заземляющих проводников к заземлителям выполняется сваркой, а к металлическим частям оборудования, как правило, с помощью болтового соединения (для обеспечения возможности проведения измерений).
По окончании монтажа ЗУ составляется акт скрытых работ с указанием привязки заземляющего устройства к стационарным ориентирам. Траншея засыпается грунтом и утрамбовывается.
Заземление оборудования, находящегося внутри зданий, выполняется присоединением этого оборудования с помощью заземляющих проводников к заземляющей шине. Эта шина должна быть соединена с наружным контуром заземления не менее чем двумя заземляющими проводниками в разных точках.
Заземляющая шина крепится непосредственно к стенам зданий и сооружений с помощью дюбелей и строительно-монтажного пистолета. Крепление выполняется на высоте 0,4...0,6 м от уровня пола через каждые 1,5 м.
Соединения отдельных полос заземляющей шины выполняются сваркой внахлестку. Длина нахлеста должна быть не менее двойной ширины шины.
После монтажа все открыто проложенные элементы ЗУ окрашиваются чередующимися продольными или поперечными полосами желтого и зеленого цвета.