При возникновении в энергосистеме или отдельных ее частях аварийных ситуаций начинают работать средства релейной защиты и противоаварийной автоматики, которые предотвращают развитие аварии и способствуют сохранению устойчивости энергосистемы. Способность энергосистемы противостоять цепочному развитию аварийных режимов называют живучестью энергосистемы (ГОСТ 21027—75).
1 Для более точного расчета следует учесть, что для участков Л1, Л2 и Л3 значения Тa будут различными.
При прекращении электроснабжения промышленного предприятия или повреждениях и неисправностях звеньев технологического процесса ряда производств (особенно химической и металлургической промышленности) могут возникнуть взрывы, пожары, выбросы ядовитых веществ, опасные концентрации газов, повреждения технологических установок и т. п. Для предотвращения аварий технологических установок специальные устройства защиты и автоматики должны обеспечить безаварийную остановку технологического процесса. Соответственно система электроснабжения промышленного предприятия должна обеспечить работу этих устройств при отказе систем внешнего электроснабжения.
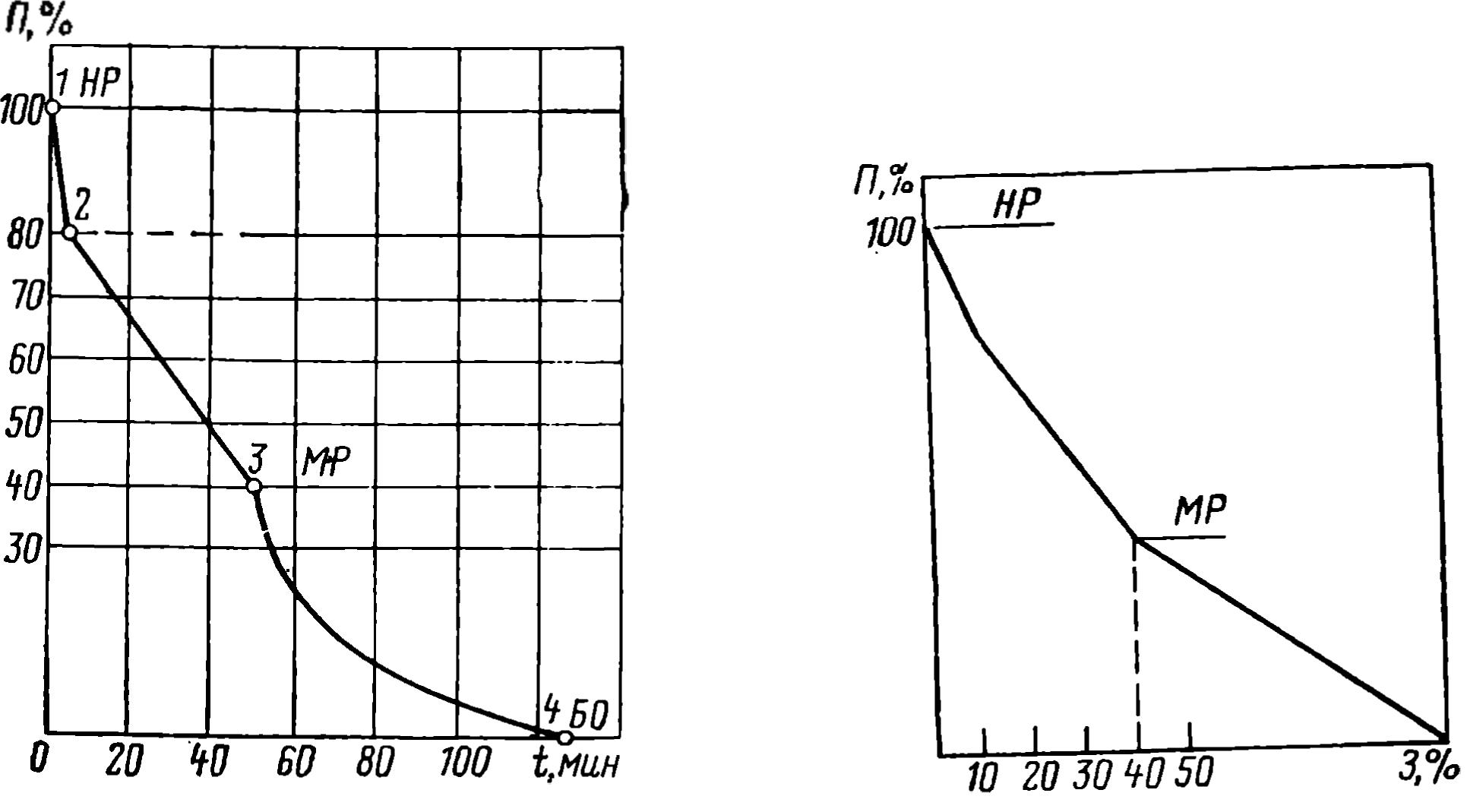
Рис. 2.28. Изменение производительности технологической установки в процессе нормальной остановки
Рис. 2.29. Изменение затрат на остановку технологического процесса при нормальном режиме
Следовательно, система электроснабжения промышленного предприятия должна обладать живучестью—способностью сохранять питание приемников электроэнергии, работа которых обеспечивает локализацию аварии и безаварийную остановку технологического процесса при любых повреждениях технологической схемы и отказах ^хемы внешнего электроснабжения.
Рассмотрим в качестве примера одно из предприятий нефтехимического производства. При внезапных перерывах электроснабжения необходимо обеспечить безаварийную остановку технологического процесса (БО). Длительность перевода технологического процесса с номинального режима на остановку определяется особенностями технологического процесса. В ряде случаев она может быть весьма велика.
На рис. 2.28 приведен график безаварийной остановки технологического процесса. На участке 1—2 производительность П установки снижается относительно быстро (за 5 мин). В дальнейшем (участок 2—3) установка переводится на минимальный режим МР (режим холостого хода). На это требуется уже большее время. Затем следует остановка технологического процесса (участок 3—4), на которую также требуется некоторое время. Общее минимально необходимое время для завершения остановки технологического процесса по оптимальной программе для нашего примера равно 125 мин. Таким образом, если предприятие предупреждено о возможном прекращении электроснабжении или об ограничении мощности, оно сможет перевести технологический процесс в соответствующий режим пониженной мощности или остановить его.

Рис. 2.30. Изменение непроизводительных затрат, вызванных необходимостью остановки технологического процесса, в долях затрат при нормальной остановке
Рис. 2.31. Зависимость затрат (в долях затрат при нормальной остановке) от располагаемой мощности
На рис. 2.29 показано распределение непроизводительных затрат на участках изменения технологического процесса от номинального режима до остановки. Основная доля (60%) непроизводительных затрат (ущерба) приходится на участок перехода от минимального режима до остановки процесса. Этот же участок характеризуется наибольшей длительностью перехода (75 мин).
Поэтому, если возникают ограничения по мощности, приводящие к снижению уровня технологического процесса, целесообразно сохранить в работе агрегаты, гарантирующие устойчивую работу установки в режиме не ниже номинального. Это дает возможность при устранении ограничений быстрее и с наименьшими затратами восстановить нормальный технологический режим [28].
Если остановка технологического процесса идет не по оптимальной программе, то непроизводительные затраты возрастают. Для каждой технологической установки существует также некоторое предельное время, за которое еще можно принять меры для остановки без катастрофических последствий. Если же располагаемое время tр<tпр, то остановка без катастрофических последствий невозможна. На рис. 2.30 показано изменение затрат предприятия.
Однако для безаварийной остановки технологического процесса нужно не только определенное время, но и некоторая мощность для питания приемников электроэнергии, обеспечивающих безаварийную остановку. Эта мощность определяется видом технологического процесса и составом таких приемников. Мощность, необходимую для остановки технологического процесса с минимальными затратами, назовем оптимальной мощностью Ропт· Если же располагаемая для остановки мощность не может обеспечить работу всех необходимых агрегатов, то затраты, связанные с остановкой, возрастут. Если располагаемая мощность ниже некоторой предельной Рпр, то невозможно обеспечить остановку без катастрофических последствий. Изменение затрат производства на остановку при изменении располагаемой мощности Рр в пределах Рпр<Рр≤Рном (где Рном — мощность, потребляемая технологической установкой в номинальном режиме) показано на рис. 2.31. Как видно из рисунка, для остановки с минимальными издержками достаточна мощность Ропт=0,5 Рном, а при Рр<Рпр невозможно избежать катастрофических последствий.
Следовательно, для предотвращения катастрофических последствий, которые могут возникнуть в аварийных ситуациях, необходимо иметь гарантированное электроснабжение мощностью не менее Рпр после ННРЭ.
В последнее время в этих целях стали использовать резервные автономные источники питания электроэнергии и устройства бесперебойного электроснабжения.
При определении Рпр должно быть учтено питание следующих приемников электроэнергии: всех объектов технологической защиты, устройств АСУП с электронно-вычислительным и управляющим комплексом (первая группа приемников электроэнергии).
В некоторых производствах для безаварийной остановки требуется включить в работу агрегаты относительно большой мощности (насосы, вентиляторы, вращающие механизмы, аварийное освещение и т. п.), назначение которых—обеспечить безопасность персонала, создать необходимые санитарные условия, не допустить повреждения оборудования, подготовить технологический процесс для его последующего быстрого восстановления (вторая группа приемников электроэнергии). Необходимость включения в работу первой группы определяется временем tпр достижения параметрами технологического процесса (давления, температуры, концентрации и т. п.) предельно допустимых значений после прекращения основного электроснабжения. Это время зависит от вида и характера технологического процесса и может быть весьма малым—от сотых долей до нескольких секунд. Время включения второй группы приемников электроэнергии и длительность их работы также определяются характером технологического процесса, но необходимость их включения наступает несколько позже —tпр составляет от нескольких минут до получаса. Длительность работы может достигать нескольких часов.
Таким образом, источник гарантированного питания электроэнергией должен состоять из двух систем: первая обеспечивает весьма быстрое (от 0 до нескольких секунд) электропитание первой группы приемников электроэнергии, вторая обеспечивает питание второй группы через несколько минут после ННРЭ.
После определения мощности и времени вступления в работу приемников электроэнергии первой и второй групп определяется требование к источнику гарантированного питания электроэнергией. Например, для крупного предприятия химической промышленности, потребляемая мощность которого в нормальном режиме составляет около 100 МВт, необходим источник гарантированного питания электроэнергией, имеющий мощность около 50 кВт, и допустимое время перерыва электроснабжения 1,5—2 с, для второй группы соответственно 280 кВт и 2—3 с. Была принята система, содержащая два взаиморезервирующих комплекта: выпрямительные устройства, аккумуляторные батареи, инверторные установки и автономный источник питания электроэнергии, состоящий из двух взаиморезервирующих дизель - генераторов.
Как показали технико-экономические расчеты, использование автономных источников бесперебойного питания электроэнергией несмотря на их относительно высокую стоимость позволяет обеспечить необходимую надежность работы рассматриваемого объекта, снизить капитальные затраты в схему нормального электроснабжения.
Они окупаются, если даже предотвращают возможность возникновения аварии с катастрофическими последствиями с вероятностью ее возникновения 1 раз за 10—15 лет эксплуатации.
Некоторые виды устройств бесперебойного питания, используемых для различных объектов, требующих бесперебойного электроснабжения, приведены в § 2.5.