Несмотря на большое разнообразие конструктивных исполнений отводов, в каждом из них можно выделить главную и контактную части (конструкцию гибкой связи отвода с токоведущей шпилькой ввода).
Главная часть отводов изготовляется из медных или алюминиевых проводов и шин. При изготовлении отводов из круглого алюминиевого провода или алюминиевой шины к одному из концов приваривают холодной стыковой сваркой медный переход-пик или армируют медную ленту. Главную часть отводов некоторых конструкций трансформаторов III и IV габаритов изготовляют из медного многожильного изолированного провода.
Контактная часть выполняется в виде петли, предназначенной для компенсации допустимых отклонений в размерах сопрягаемых узлов, медных угольников или пластин. В ряде конструкций к отводу из круглого медного провода припаивают токоведущую шпильку ввода.
Главные и контактные части отводов выполняют отдельно и затем спаивают в соответствии с конструкцией отводов.
Заготовка отводов из круглого провода
Отводы трансформаторов и автотрансформаторов выполняют алюминиевыми и медными. Особенно сложную форму имеют отводы автотрансформаторов АТМК-100/0,5 и АТСК-25/0,5 (рисунок 1, а). Изготовление отвода начинают с разметки длины заготовки заданного диаметра. Заготовку отвода отрезают на рычажных ножницах или комбинированных пресс-ножницах. Отрезанную заготовку рихтуют на разметочной или чугунной плите деревянным или медным молотком. Затем размечают места изгиба заготовки.
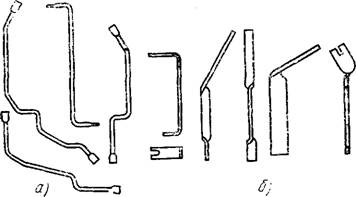
а - из круглого провода, б — из шины
Рисунок 1 - Выполнение отводов
Заготовку алюминиевого отвода изгибают в слесарных тисках стальной трубкой по шаблону. Шаблоном может служить вычерченное на листе бумаги изображение отвода в натуральную величину. Чтобы получить правильные углы и радиусы изгиба, заготовку медного отвода в местах изгиба разогревают в прессе стационарного паечного агрегата, зажимают в слесарные тиски и загибают ударами молотка. Полученный угол проверяют по шаблону. Обычно эту операцию приходится повторять несколько раз. Заготовки медного круглого провода расплющивают на концах (в месте припайки концов обмотки и в месте припайки контактной части отвода) для удобства электропайки и увеличения ее площади.
К концу заготовки алюминиевого отвода приваривают холодной стыковой сваркой медный переходник для припайки к нему контактной части отвода.
Заготовка отводов из медной шины
Существует большое число различных конфигураций отводов из медной шины (рисунок 1, б). Большинство операций при изготовлении отводов одинаковы, но трудоемкость выполнения различна — она зависит как от конфигурации отвода, так и от сечения шины. Размеры заготовки отвода указывают на чертеже отводов. На чертеже также ставят развернутую длину шины, что позволяет избежать трудоемких расчетов по ее определению, и размер каждого изгиба шины. Медные шины режут на заготовки на специальном станке с электроприводом (рисунок 2). Медную шину 4 прижимают к верхней плите 1 через промежуточную прокладку 2 двумя прижимами 3 (некоторые станки оборудованы пневмоприжимом). Рукояткой осуществляют вручную горизонтальное движение вращающейся фрезы 5, которая, двигаясь равномерно, отрезает требуемую заготовку. По длине заготовки разрешается плюсовой допуск не более 3 мм. Отрезанные заготовки маркируют. Для этого на плоской части каждой шины выбивают ее номер, указанный на чертеже отводов.
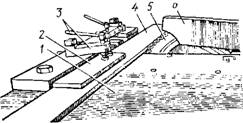
1 — верхняя плита, 2 — прокладка, 3 — прижимы, 4 — шина, 5 — фреза, 6 — защитный кожух
Рисунок 2 - Станок для резки шин
Очень важно проверить параллельность сторон каждой шины в горизонтальной и вертикальной плоскостях. При небольшой непрямолинейности сторон заготовку отрихтовывают, укладывая на разметочную или чугунную плиту выпуклой стороной вверх. Левой рукой придерживают заготовку, а правой наносят несильные удары деревянным или медным молотком. Результат проверяют на глаз. Чтобы отрихтовать медную шину, имеющую большую непараллельность сторон в горизонтальной плоскости, ее разогревают в месте наибольшего изгиба в щипцах паячного агрегата. Отрихтованные заготовки размечают под гибку и фрезеровку разрезов.
Разрезы на шинах делают в тех случаях, когда к одной шине присоединяют пайкой несколько групп проводов обмотки. Кроме того, если соединяют две шины разных размеров, то в одной из них делают разрез. Разрезы отделяют места соседних паек друг от друга (тем самым уменьшая теплопередачу и предупреждая разогревание ранее выполненной пайки), а также обеспечивают удобный доступ к соединениям при их пайке. Разрезы обычно выполняют на станке для резки медных шин. Размеченный конец шины подводят к фрезе так, чтобы разрез получился строго по линии разметки. Для удобства гибки шины размечают всегда на внутренней стороне, т. е. на той стороне, которая после гибки образует угол, меньший 180°.
Размеченные шины выгибают на плоскость на гибочном станке с пневматическим зажимом и механическим приводом (рисунок 3). Станок отличается от всех существующих конструкций гибочных станков тем, что в нем механизирована не только работа по гибке, но и трудоемкая операция зажима. Благодаря этому рабочий может, не затрачивая физических усилий, с большой точностью и высокой производительностью гнуть шины размером до 12,5х100 мм.
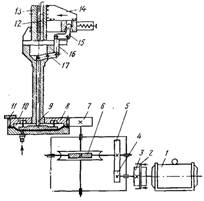
1 — электродвигатель, 2 — тормоз, 3 — муфта, 4, 5, 7, 8 — зубчатые колеса, 6 — червячная пара. 9 — шток. 10 — зажим, 11 — упор, 12 — шина, 13 - неподвижная губка, 14 — подвижная губка, 15 — угловой рычаг, 16 - серьга, 17 — двухплечий рычаг
Рисунок 3 - Схема гибочного станка
Электродвигатель 1 через эластичную муфту 3 приводит в движение станок. Точную фиксацию угла гибки осуществляет колодочный тормоз 2, приводимый в движение электромагнитом. Через пару цилиндрических зубчатых колес 4 и 5, червячную пару 6 и зубчатое колесо 7 приводится в движение большое зубчатое колесо 8, надетое на стальную втулку. Верхний конец втулки служит корпусом зажимного устройства.
Внутри колеса 8 расположен пневматический диафрагменный зажим 10. Зажим передает усилие на шток 9 и двуплечий рычаг 17, который через серьгу 16 передает усилие на угловой рычаг 15 и подвижную губку 14. Губка 14 прижимает сгибаемую шину 12 к неподвижной губке 13. Угол поворота губок можно фиксировать с помощью делений лимба, находящегося на верху стола, или упоров 11, которые настраиваются на нужный угол и действуют на концевые выключатели. Рабочая часть гибочного станка с согнутой шиной 4 показана на рисунке 4. На станке имеется перегрузочное устройство: при перегрузке штифт срезается каленой втулкой, расположенной в ступице зубчатого колеса.

1 — лимб, 2 — неподвижная губка, 3 — подвижная губка, 4 — шина, 5 — регулируемый упор
Рисунок 4 - Рабочая часть гибочного станка (вид сверху)
При изготовлении отводов НН трансформаторов часто требуются в большом количестве заготовки отводов медной шины, скрученной на 90°. Стандартную медную шину размером 4,4х25; 4,4х30; 5х40; 5х60 мм скручивают на приспособлении (рисунок 5), основными деталями которого являются корпус 7 с вращающимся воротком 2 и подвижная обойма 6 со сменными плашками 4. Для получения нужной длины скрутки обойму перемещают по пазу корпуса и закрепляют тремя болтами 5.
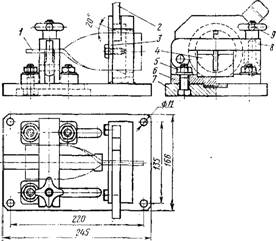
1 — медная шина, 2 — вороток, 3 — фланец, 4 — плашки, 5 — болт, 6 — обойма, 7 — корпус приспособления, 8 — стальная планка, 9 — фасонная гайка
Рисунок 5 - Приспособление для скручивания на 90° заготовок из медной шины
Для каждого размера медной шины предусмотрен комплект, состоящий из плашки и воротка. Плашку вставляют в обойму свободно, дополнительно не крепят, она входит в два паза. Вороток удерживается в корпусе фланцем 3. Щель воротка имеет боковые скосы под углом 20°, чтобы можно было свободно вытащить скрученную шину.
Чтобы положить шину 1 в приспособление, откидывают планку 8 и один конец шины вкладывают в горизонтально расположенную щель воротка, а другой свободно кладут на планку. Планку в рабочем положении кренят фасонной гайкой 9. Поворотом ручки воротка на себя до упора шину скручивают на 90°.
Заготовка отводов из алюминиевой шины
Заготовку отводов из алюминиевой шины выполняют так же, как и заготовку отводов из медной шины. Алюминиевые шины режут на заготовки на станке для резки шин (см. рисунок 2) и на специально приспособленных гильотинных ножницах. Заготовки шин, имеющих непараллельносгь сторон в горизонтальной плоскости, рихтуют на разметочной или чугунной плите легкими ударами деревянного или медного молотка, без подогрева шин в местах наибольшего изгиба. Разрезов в шинах не делают. Гибку шин выполняют на гибочном станке. К одному концу алюминиевой шины методом холодной сварки армируют медную ленту или приваривают медный переходник или алюминиевый провод с токоведущей медной шпилькой ввода.
Заготовка отводов из многожильного провода (кабеля)
Заготовку отводов некоторых конструкций трансформаторов III и IV габаритов выполняют из медного многожильного изолированного провода ПБОТ. В сборочных чертежах отводов трансформаторов указаны марка провода, сечение, толщина изоляции и длина заготовки каждого отвода.
Многожильный провод отрезают на станке для резки медных шин. Для удобства разматывания барабан устанавливают в специальные стойки. Заготовку провода каждого отвода снабжают ярлыком, в котором указывают номер заказа, тип трансформатора, наименование отвода и длину заготовки. Ярлык сохраняют до установки отвода на активную часть. Концы провода, соединяемые с контактной частью от ввода, подготовляют к пайке. Для этого с каждого конца заготовки срезают бумажную изоляцию. На расстоянии 80 — 100 мм и 30—40 мм срезают изоляцию на конус, чтобы получить хорошее качество изолировки после пайки. Затем на один конец заготовки наматывают бандаж из медной проволоки диаметром 0,64—0,74 мм. Назначение бандажа — препятствовать разматыванию («распушению») отдельных ветвей провода при расплющивании их концов.
Конец заготовки провода расплющивают на стальной плите легкими ударами молотка (рисунок 6). Другой конец заготовки обрабатывают после установки и закрепления отводов на активной части.

Рисунок 6 - Конец многожильного провода после расплющивания