Обмотки ВН трансформаторов I габарита — цилиндрические многослойные, соединены, как правило, в звезду. Напряжение регулируется на стороне ВН (±2x2,5%) переключающим устройством реечного типа с выведенной на крышку трансформатора рукояткой, переключение осуществляется вручную при полностью отключенном трансформаторе.
Заготовка отводов
Работу по сборке начинают с заготовки отводов из круглого провода ПБ, изолированного кабельной бумагой. Длины и диаметры заготовок указаны па чертеже отводов. Отрезают заготовку необходимой длины и закрепляют изоляцию провода суровой крученой ниткой на длине 10 мм от места зачистки. Один конец нитки в виде петли прокладывают вдоль заготовки и делают вокруг нее 5—6 оборотов; второй конец нитки пропускают в петлю и, натягивая первый конец, затягивают узел. В некоторых конструкциях допускается закреплять изоляцию поливинилацетатной эмульсией СВ на расстоянии 40—50 мм от места зачистки провода.
На приспособлении (рисунок 1) снимают изоляцию с каждого конца отвода на длине 40-50 мм. Отвод 1 зажимают между губками 3 при помощи эксцентрика 2. Конец отвода, с которого надо снять изоляцию, помещают между фасонными ножами 9 и 10. Верхний подвижной нож 10 при помощи педали 7 и тяги 8 прижимают к нижнему ножу 9. Ножи прорезают изоляцию, после чего заготовка отвода, зажатая в губки, посредством зубчатого колеса 5 и рейки 6 перемещается вправо. При этом находящаяся за ножами изоляция снимается с заготовки. Чтобы не получилось надрубов на заготовке отвода, номера ножей в приспособлении должны строго соответствовать диаметру отвода.
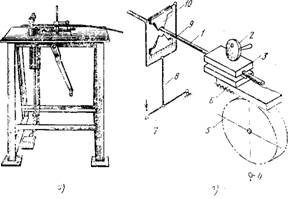
а — внешний вид, б - схема; 1 — отвод, 2 — эксцентрик, 3 — зажимные губки, 4 — ручка, 5 — зубчатое колесо, 6 — зубчатая рейка, 7 — педаль, 8 — тяга, 9 - нижний нож, 10 — верхний нож
Рисунок 1 - Приспособление для снятия бумажной изоляции с концов отвода
Концы отводов, присоединяемые к контактам переключателя, лудят и на приспособлении изгибают в кольцо. Основной деталью приспособления является прикрепляемая к верстаку стальная планка 1 (рисунок 2), на которой имеются желобок для укладки провода и выемка на конце для установки оправки во время гибки отвода. К планке прикреплен рычаг 2, в который ввертывают оправку 3. Диаметр оправки должен соответствовать внутреннему диаметру кольца. Конец отвода закладывают в желобок планки до упора 5. Рычаг 2 с оправкой отжимают от себя до отказа, в результате чего конец отвода приобретает форму полукольца. Поворотом рычага 6 на себя до отказа полукольцо замыкают в кольцо. Линейные отводы впаивают оловянно-свинцовым припоем в токоведущую шпильку ввода.
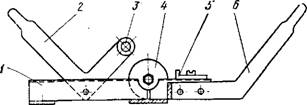
1 — планка, 2, 6 — рычаги, 3 — оправка, 4 — скоба, 5 — упор
Рисунок 2 - Приспособление для гибки в кольцо конца отвода
Сборка отводов
На рисунке 3 показана конструктивная схема отводов ВН трансформатора I габарита. На верхние ярмовые балки устанавливают стальные скобы 10, на которых закрепляют макет переключателя 8. Сборку отводов начинают с установки и присоединения заготовок к неподвижным контактам переключателя. К ярмовым балкам прикрепляют буковые планки 3 и 4, между которыми закрепляют выгнутые по месту линейные 2 и регулировочные 11 отводы, идущие от контактов переключателя.
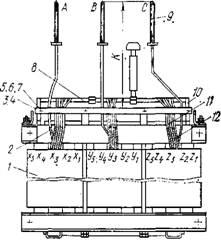
1 — обмотка ВН, 2 — линейный отвод, 3, 4 — буковые планки, 5, 6, 7 — шайба, гайка и болт, 8 — переключатель, 9 — токопроводящая шпилька ввода, 10 — скоба, 11 — регулировочные отводы, 12 — бумажно-бакелитовая трубка
Рисунок 3 - Конструктивная схема отводов ВН трансформатора I габарита
Каждый отвод или группу отводов дополнительно изолируют несколькими полосками кабельной бумаги шириной, равной высоте буковой планки плюс 10 мм. Изоляция должна одинаково выступать с обеих сторон планок. На конструктивной схеме показано расстояние К от конца токоведущей шпильки ввода до ближайшей неподвижной детали конструкции. Линейные отводы устанавливают так, чтобы размер К был строго выдержан.
Регулировочные ответвления обмотки ВН очищают от изоляции; к каждому из них подводят отвод от контактов переключателя, отмечают и отрезают лишнюю длину. Аналогично готовят под сварку начальные концы обмотки. С каждого конца отвода снимают изоляцию на расстоянии 40—50 мм. Изоляцию закрепляют 5—6 оборотами ниток или поливинилацетатной эмульсией СВ. Начальные концы и регулировочные ответвления обмотки соединяют по схеме с установленными отводами и сваривают угольным электродом. Места сварки зачищают и изолируют подготовленной бумажно-бакелитовой трубкой 12.