В производстве трансформаторов широко применяют аргонно-дуговую сварку алюминиевых отводов в защитной среде инертного газа постоянным или переменным током. При этом высокое качество сварных соединений сочетается с высокой производительностью труда.
Постоянным током сварку алюминия производят на полуавтомате ПШП-10 плавящимся электродом — алюминиевой проволокой А1 диаметром 1 —1,5 мм. Электрическая дуга питается током 150 А напряжением 20—25 В. Полуавтомат подготовляют к работе и подключают по схеме внешних соединений (рисунок 1). В комплект сварочного поста входят: сварочный пистолет 1 с шлангами; шкаф электроаппаратуры 5; сварочный преобразователь ВС-300; баллон с аргоном 13, редуктором и ацетиленовыми шлангами; кассета 12 для проволоки с шлангом 11 для подачи ее к пистолету.

1 — сварочный пистолет, 2 — сварочный кабель, 3 — выключатель, 4 — сварочный преобразователь, 5 — шкаф электроаппаратуры, 6 — пульт управления, 7 — амперметр, 8 - реостат скорости подачи электродной проволоки, 9 — сигнальная лампа, 10 - переключатель направления подачи проволоки, 11 — шланг для подачи проволоки, 12 — кассета для проволоки, 13 — баллон с аргоном
Рисунок 1 - Схема внешних соединений полуавтомата ПШП-10
Алюминиевую проволоку до намотки в кассету обезжиривают авиационным бензином или ацетоном. Перед началом сварки тумблер на пульте управления 6 шкафа электроаппаратуры устанавливают в положение «Назад». При этом включается пакетный выключатель 3 (зажигается сигнальная лампа 9, указывая на наличие напряжения в шкафу электроаппаратуры). На пульте управления устанавливают скорость подачи проволоки: на деление 35—40 при сварке круглых алюминиевых отводов небольшого сечения и на деление 25—30 при сварке отводов из алюминиевой шины.
Сварка начинается с короткого замыкания. Первым нажатием на выключатель, находящийся на ручке пистолета, подают напряжение на катушку электромагнитного клапана, включающего газ. Вторым нажатием на выключатель замыкают цепь катушки реле и контактора. В то же время реле своими контактами включает Двигатель подачи проволоки (она начинает двигаться назад). При этом между изделием и проволокой возникает дуга, вследствие чего в сварочной цепи появляется напряжение, реле срабатывает и изменяет направление вращения проволоки. За сваркой наблюдают, защищая лицо от излучения защитным щитком с фильтром.
Вылет электродной проволоки из сопла должен быть 12—20 мм, угол наклона горелки к свариваемым деталям — 70—80° (рисунок 2). Сварка ведется углом вперед. Заканчивая шов, выводят кратер на основной металл и заплавляют. Чтобы прекратить сварку, отпускают выключатель.

1 — электродная проволока, 2 - горелка, 3 — токопровод, 4 — струя защитного инертного газа, 5 — алюминиевая шина, 6 — конец обмоточного провода
Рисунок 2 - Угол наклона горелки и направление аргонно-дуговой сварки
Качество сварных соединений во многом зависит от подготовки отводов к сварке и их сборки. Свариваемые отводы обезжиривают авиационным бензином или ацетоном, укладывают внахлестку и устанавливают в специальное приспособление (рисунок 3). При сварке алюминиевых проводов с алюминиевыми шинами пользуются приспособлением, показанным на рисунке 4. Сварку отводов малых сечений можно выполнять без приспособлений, но обязательно на стальной подкладке, чтобы алюминий не протекал и не проседал.
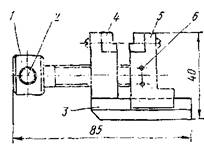
1 — нажимной винт, 2 — рукоятка, 3 — корпус, 4 — сменная губка, 5 — ползун, 6 — штифт
Рисунок 3 - Приспособление для сварки алюминиевых отводов малого сечения
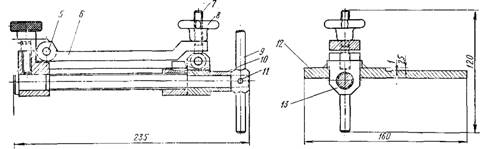
1 – винт приспособления, 2 - сухарь, 3, 5, 11 — штифты, 4 — специальный винт, 6 — планка, 7 — откидной винт, 8 — фасонная гайка, 9 — рукоятка, 10 — втулка, 12 — корпус, 13 — губка
Рисунок 4 - Приспособление для сварки алюминиевых проводов с алюминиевыми шинами
Переменным током сварку производят на установке ИПК-350-4 неплавящимся вольфрамовым электродом. В комплект сварочного поста входят: установка ИПК-350-4, горелка, редуктор, ротаметр (для замера расхода газа), графитовые пластинки.
Установка представляет собой аппаратный шкаф, в который вмонтированы элементы схемы автоматического управления процессом сварки. В качестве источника питания дуги служит сварочный трансформатор с дросселем и шунтом подмагничивания, позволяющий регулировать сварочный ток в пределах 50—300 А. В шкаф вмонтированы также осциллятор для возбуждения дуги и импульсный стабилизатор для ее восстановления в полупериоды обратной полярности.
Сварочный ток и диаметр вольфрамового электрода выбирают в зависимости от толщины свариваемых алюминиевых шин:
Толщина свариваемой шины, мм | 1,5 | 3 | 4 | 6 |
Ориентировочное значение сварочного тока, А | 70—90 | 110—120 | 130—160 | 170—200 |
Диаметр вольфрамового электрода, мм | 2 | 3 | 3 | 4 |
Для алюминиевых шин толщиной более 6 мм применяют многослойную сварку. Для производства сварки собирают и тщательно закрепляют соединяемые элементы. В местах начала и конца швов устанавливают графитовые пластинки. Дугу зажигают на пластинке, переносят ее на место сварки и производят сварку. Горелка должна быть наклонена к свариваемым элементам под углом 60°, присадочный пруток — под углом 35°. Вольфрамовый электрод должен выступать из сопла горелки не более чем на 3—5 мм; длина дуги 1,5—3 мм.
Чтобы прекратить сварку, отводят горелку от изделия или, не разрывая дуги, нажимают на кнопку «Пуск-стоп». По окончании работы включают выключатель и сетевой рубильник. Обмотки трансформатора и изоляцию во время сварки закрывают чехлом, листом электрокартона или асбеста.