При термитной сварке используют патроны различных конструкций. Соединения алюминиевых жил сечением 16—800 мм2 встык и приварку наконечников ЛC на жилах сечением 300— 800 мм2 производят термитными патронами ПА.
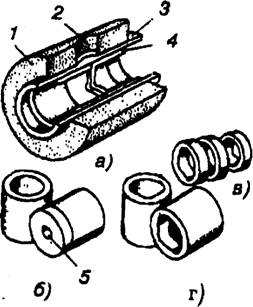
Патрон ПА для термитной сварки:
а — патрон; б — алюминиевые колпачки к патрону; в — алюминиевые шайбы г — втулки; 1 — термитный муфель; 2 — лютниковое отверстие;
3 — стальной кокиль; 4 — втулка; 5 — отверстие в донышке втулки для контроля глубины вхождения в него жил
Термитные патроны подбирают в зависимости от сечения свариваемых жил, перед сваркой снимают на необходимую длину изоляцию с жил. Жилы зачищают, обезжиривают и покрывают тонким слоем флюса ВАМИ (хлористый калий — 50%, хлористый натрий — 30%, криолит — 20% по массе). На концы жил насаживают алюминиевые колпачки или секторные втулки (предохраняют поверхность жил от непосредственного соприкосновения с кокилем патрона). Затем мелом покрывают внутреннюю поверхность кокиля, устанавливают охладители и экраны, выполняют уплотнения асбестовым шнуром. Для поджигания термитных патронов используют специальные спички.
По мере горения муфеля в кокиль сплавляют присадочный пруток, а образовавшуюся сварочную массу тщательно перемешивают. После кристаллизации расплавленного металла удаляют литниковую прибыль и закругляют кромки монолитной цилиндрической части сварного соединения. Место соединения зачищают стальной щеткой, протирают салфеткой, смоченной в бензине или ацетоне, до полного удаления шлаков и опилок.
Технологические операции, выполняемые при термитной сварке, показаны на рис. 2.
Газовую сварку проводят в пропано-, ацетилено- или бензино-кислородном пламени. Подготовку жил, сварку и обработку мест соединений выполняют во многом так же, как и при электросварке. При ацетилено-кислородной сварке выбирают наконечник для горелки, а при бензино-кислородной — мундштук. При пропано-кислород- ной сварке применяют то же оборудование и приспособления, что и при ацетилено-кислородной сварке. Для пропан-бутана используют специальные баллоны.
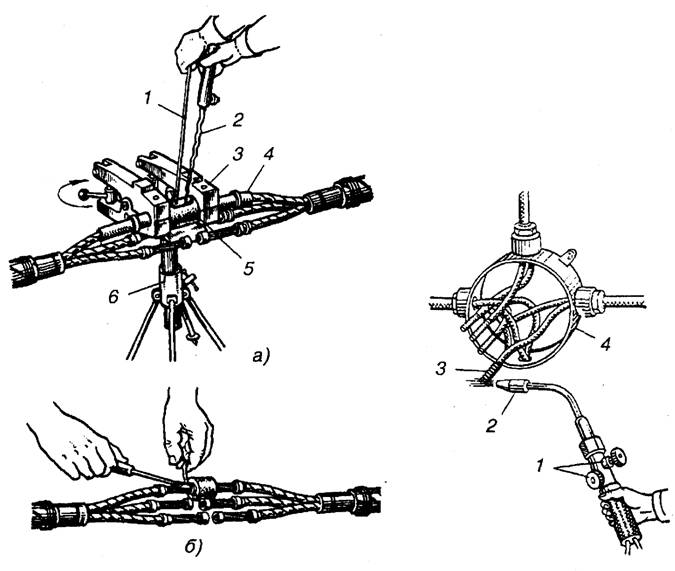
Рис. 3. Пропано-кислородная сварка алюминиевых жил суммарным сечением до 35 мм2:
1 — вентили на горелке; 2 — горелка; 3 — скрутка проводов; 4 — ответ- вительная коробка
Рис. 2. Термитная сварка жил:
а — ввод присадочного прутка и перемешивание расплава; б — уплотнение кокилей шнуровым асбестом; 1 — мешалка; 2 — присадочный пруток; 3 — охладитель; 4— экран для тепловой защиты жил; 5 — термитный патрон; 6— штатив
В последние годы широко используют для соединения алюминиевых жил пропано-кислородную сварку. Соединение однопроволочных жил суммарным сечением до 35 мм2 в скрутке пропано-кислородной сваркой показано на рис. 3. Технологическая последовательность выполнения операций такова: сначала ножом или инструментом с концов свариваемых жил снимают изоляцию на длине 30—40 мм, концы жил зачищают стальной щеткой и скручивают их вместе. Концы скрутки покрывают тонким слоем флюса ВАМИ, предварительно разведя его в воде до пастообразного состояния. Далее открывают вентили на баллоне с пропаном, затем на баллоне с кислородом и регулируют рабочее давление кислорода до 0,15 МПа (1,5 кгс/см2). На горелке открывают вентиль пропана (на вентиле надпись «ацетилен») и зажигают горелку.
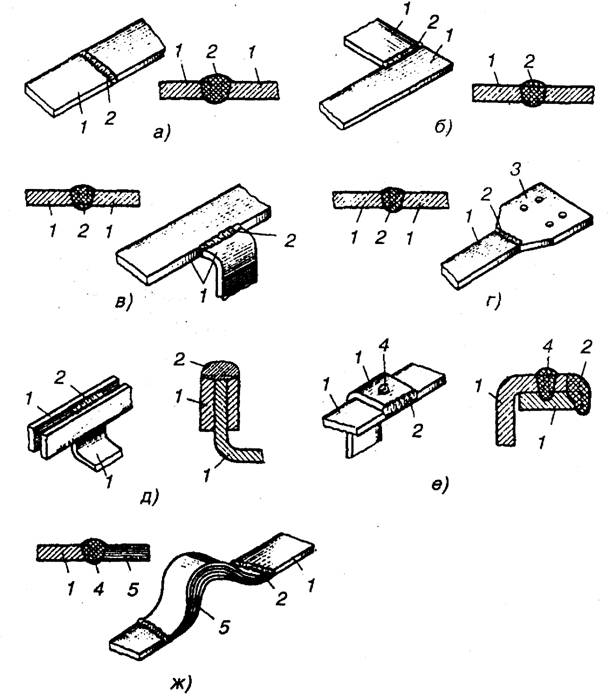
Рис. 4. Варианты сварных соединений прямоугольных шин и ответвлений:
а — соединение встык; 6 — то же, под углом; в — ответвление; г — присоединение к аппарату; д, е — ответвление от шин, расположенных плашмя; ж — температурный компенсатор; 1 — шина; 2 — шов; 3 — косынка; 4 — заклепка; 5 — пакет гибких лент
После этого на горелке открывают вентиль кислорода и регулируют пропано-кислородное пламя до нормального. К концу скрутки подводят ядро пламени и нагревают его до расплавления. Появление на конце скрутки капли жидкого металла в виде шарика свидетельствует об окончании сварки. Закрывая вентиля пропана и кислорода гасят горелку. Остатки флюса с места сварки удаляют стальной щеткой, соединение протирают чистой ветошью и изолируют скрутки изолирующими колпачками или изоляционной лентой.
Виды сварных соединений и ответвлений для прямоугольных шин показаны на рис. 4 (а — ж).
Оконцевание, соединение и ответвление медных жил проводов и кабелей электросваркой, термитной или газовой сваркой не выполняют.