Оконцевание и соединение жил алюминиевых и медных изолированных проводов и кабелей методом опрессования выполняют ручными клещами, механическим, пиротехническим или гидравлическим прессом с помощью сменных пуансонов и матриц. Пуансоны и матрицы подбирают по диаметру трубчатой части наконечника или соединительной гильзы. Существующие способы опрессования показаны на рис. 1.
Максимальную контактную поверхность между проволоками жил и внутренней поверхностью наконечников получают при твердости жилы, превышающей твердость наконечников, что имеет место при опрессовке наконечников, изготовленных из трубки, на многопроволочных секторных жилах типа С кабеля. Оптимальный способ опрессовки в этом случае — комбинированное обжатие. Если твердость жил равна твердости наконечников (при опрессовке наконечников, изготовленных из прутку, на жилах типа С или наконечников, изготовленных из трубки, на жилах типа Н), то оптимальные результаты получают при местном вдавливании. При твердости жил, меньшей твердости наконечников (при опрессовке наконечников, изготовленных из прутка, на жилах типа Н), оптимальным является местное вдавливание.
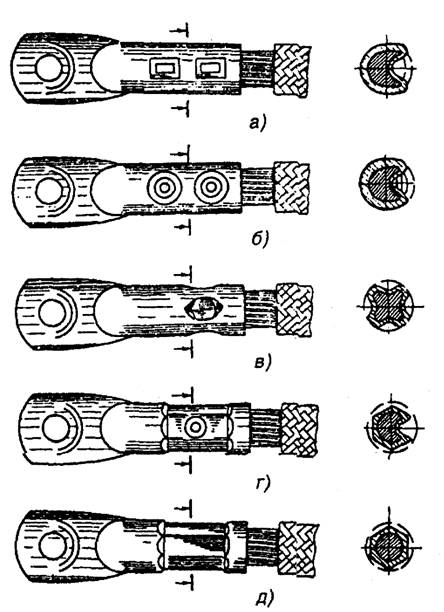
Рис. 1. Общий вид контактных соединений, выполненных различными способами опрессовки:
а — местным вдавливанием инструментом УНИ-2А; 6— Местным вдавливанием инструментом УСА; в — многоместным вдавливанием; г — комбинированным обжатием; д — сплошным шестигранным обжатие
Чем выше коэффициент заполнения, тем меньше начальное электрическое сопротивление соединение.
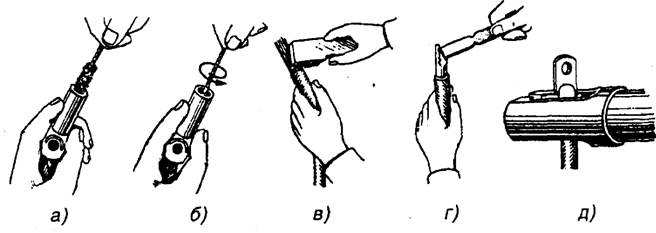
Рис. 2. Технология оконцевания алюминиевых жил опрессованием:
а — зачистка наконечника; б — смазка внутри наконечника кварцевовазелиновой пастой; в — зачистка жил; г — смазка жил кварцевовазелиновой пастой; д — опрессование
С уменьшением толщины стенки наконечников увеличивается начальное сопротивление (это объясняется повышенным нагревом их за счет уменьшения сечения); уменьшение толщины стенки наконечников недопустимо еще и потому, что при местном вдавливании образуются прорывы стенки, а при сплошном обжатии из-за снижения их жесткости наблюдается резкое увеличение сопротивления.
При местном вдавливании следят за тем, чтобы лунки были расположены соосно опрессовываемой жиле и друг другу. При оконцевании лунки делают на лицевой стороне наконечника. Для контроля качества глубину вдавливания (лунки) при местном вдавливании или степень сплошного обжатия проверяют выборочно не менее, чем у 1% наконечников и гильз.
При применении гидропресса с автоматическим контролем глубины вдавливания или обжатия выборочный контроль качества опрессования не проводят.
Рассмотрим технологическую последовательность операций опрессования. Однопроволочные алюминиевые жилы 2,5—10 мм2 опрессовывают в гильзах ГАО. Гильзу выбирают в соответствии с количеством и сечением соединяемых жил, инструмент, механизмы, пуансоны и матрицы — по инструкции или справочнику. Концы жил зачищают на длине 20,25 и 30 мм для гильз ГАО-4, ГАО-5, ГАО-6 и ГАО-8, внутреннюю поверхность гильз зачищают до металлического блеска и смазывают их кварцевовазелиновой пастой. Зачистку и смазку гильз выполняют в случае, если это не было выполнено на заводе-изготовителе. Затем жилы вставляют в гильзу. При суммарном сечении соединяемых жил меньше диаметра внутреннего отверстия гильзы вводят дополнительные проволоки жил для уплотнения места соединения. Опрессование производят до соприкосновения пуансона с матрицей. После опрессования остаточная толщина материала в гильзах ГАО-4 должна быть 3,5 мм; ГАО-5 и ГАО-6—4,5 мм; ГАО-8—6,5 мм. Перед изолированием выполненное контактное соединение протирают ветошью, смоченной в бензине. Место опрессования изолируют изоляционной лентой. Опрессование оконцеваний одно- и многопроволочных жил
*сечением 16—240 мм2 производят в алюминиевых и медно-алюминиевых наконечниках (ГОСТ 9581—80х) и штифтовых наконечниках (ГОСТ 23598—79х).
*Для опрессования соединений используют алюминиевые гильзы (ГОСТ 23469 2—79х). Последовательность операций опрессования показана на рис. 2.
При оконцевании подготовленную жилу вводят в наконечник до упора, а при соединении — так, чтобы торцы соединяемых жил соприкасались в середине гильзы. При опрессовании однозубым пуансоном на наконечнике делают два вдавливания, а на гильзе — четыре. Если для опрессования используют двузубый пуансон, то на наконечнике делают одно вдавливание, а на гильзе — два. После опрессования контролируют остаточную толщину материала. Она должна быть: при сечении жил 16—35 мм2—5,5 мм; при сечении 50 мм2—7,5 мм; при сечении 70 и 95 мм2—9,5 мм; при сечении 240 мм2—14 мм.
Оконцевание однопроволочных жил сечением 25—240 мм2 часто производят штамповкой наконечника на жиле.
Опрессование многопроволочных медных жил сечением 1— 2,5 мм2 выполняют пресс-клещами ПК-3 или ПК-4 в кольцевых медных наконечниках, обжимаемых специальными пуансонами и матрицами (рис. 3).

Рис. 3. Опрессование многопроволочной медной жилы в кольцевом медном наконечнике:
а — кольцевой наконечник; б — конец жилы после опрессования кольцевым наконечником
Оконцевание медных однопроволочных и многопроволочных проводов и кабелей сечением 4—240 мм2 выполняют в медных наконечниках, а соединения жил 16—240 мм2 — в гильзах. Опрессование медных наконечников и гильз выполняют пуансоном и матрицей с одним зубом, на наконечнике делают одно вдавливание, на гильзе — два, по одному на каждый конец соединяемых жил. Последовательность операций опрессования та же, что алюминиевых жил, но смазку кварцевовазелиновой пастой не производят.