Реостаты, контроллеры, конечные выключатели, контакторы и магнитные пускатели, автоматы.
При ремонте реостата проверяют плотность прилегания щеток к контактам и легкость перемещения подвижного контакта по поверхности неподвижных. Для увеличения давления щеток на контакты отвертывают стопорный болт, прижимают подвижный контакт к неподвижным и вновь закрепляют кольцо. Перегоревшие элементы восстанавливают, чугунные заменяют новыми, а ленточные и проволочные сваривают, предварительно соединив на дайне 15 мм поврежденные места бандажом из медной проволоки диаметром 0,5 мм.
Реостаты серий РМ и ПР заливают сухим чистым трансформаторным маслом; уровень масла в баке устанавливают в пределах между рисками в маслоуказательном стекле. После ремонта проверяют реостат на отсутствие обрыва в цепи и плавность хода подвижного контакта. При ремонте жидкостных реостатов очищают контакты и ножи, регулируют механизм подъема и опускания ножей, заменяют загрязненный раствор в баке реостата.
При ремонте барабанного кранового контроллера его продувают сжатым воздухом, очищают тряпкой, смоченной керосином, в изоляционные поверхности сухой тряпкой; устанавливают провал сухаря в пределах 2—3 мм. Увеличенный провал повышает износ сухарей и концов сегментов и вызывает поломку пальцев. Регулирование провала производят при помощи регулировочного винта 1. Недостаточный провал указывает на слабое нажатие. Рекомендуемые усилия нажатия сухарей на сегменты приведены ниже.
Ширина сухаря, мм............................... | 12 | 15 | 4 20 | 25 | 30 |
Нажатие, Н.............................................. | 7—13 | 10-16 | 14—22 | 16-27 | 20-33 |
Нажатие проверяют с помощью динамометра и листа бумаги, проложенной между сухарем и сегментом. Гайкой 2 и пружиной 3 устанавливают наибольшие значения нажатия с тем, чтобы после износа сухарей они не упали ниже допустимых значений.
При ремонте магнитного пускателя очищают контакты, проверяют сохранность биметаллических элементов и нагревателей. Вышедшие из строя элементы заменяют новыми заводского изготовления.
Удерживающую катушку с пересохшей изоляцией заменяют новой. При отсутствии катушек заводского изготовления их наматывают в ЭРЦ. Если на сгоревшей катушке нет паспорта и не известны ее заводские данные, то число витков и сечение провода определяют по старой катушке. У многовитковых катушек число витков может быть определено по диаметру проволоки, массе меди и средней длине витка.
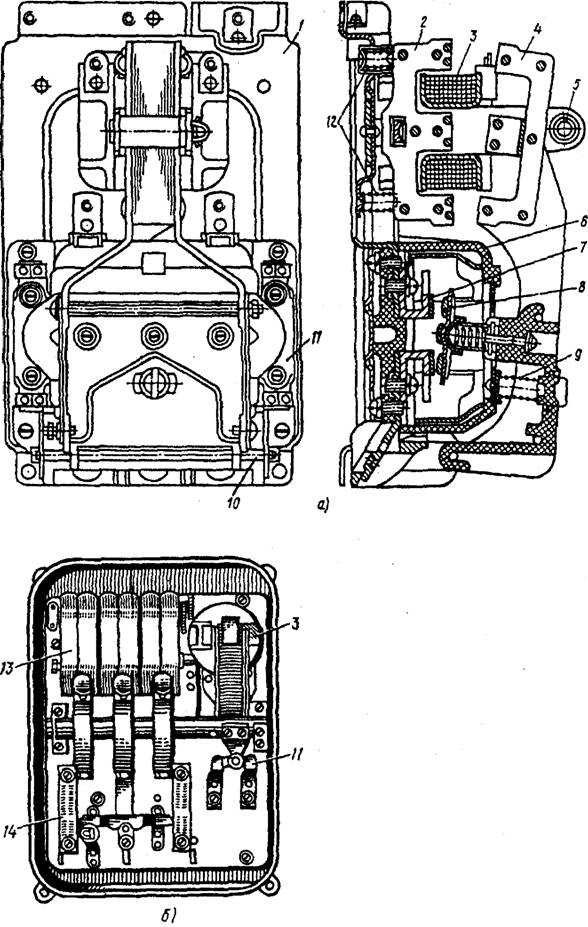
Магнитные пускатели ПА (а) и ПМ (б):
1 — основание; 2 — сердечник; 3 — катушки; 4 — якорь; 5 — упор; 6 — изоляционная камера; 7, 8неподвижные и подвижные контакты; Р— пружина возврата якоря; 10— ось якоря; П — блок-контакты; 12 — амортизирующая пружина; 13 — дугогасительная камера; 14 — тепловое реле
При ремонте контактора очищают от копоти и грязи контакты и пластины в дугогасительной камере. Обгоревшие контакты очищают мягкой стальной щеткой. Обращают внимание на состояние гибкой связи из медных пластин толщиной 0,2—0,5 мм. Поврежденные пластины заменяют новыми таких же сечений.
О состоянии электромагнитной системы судят по величине издаваемого при работе шума. Повышенный шум свидетельствует об ослаблении винтов, крепящих ярмо и якорь, повреждении короткозамкнутого витка и недостаточности площади прилегания поверхностей обеих половин электромагнита. В этом случае подтягивают крепежные детали якоря и сердечника, устанавливают в вырезе сердечника короткозамкнутый виток, увеличивают площадь поверхности соприкосновения обеих половин электромагнита и добиваются большей точности их пригонки.
При прижатом к сердечнику якоре полоска папиросной бумаги не должна передвигаться между крайними выступами магнитопровода. Если поверхность соприкосновения менее 60—70 %, то сердечник нуждается в подгонке. Необходимый зазор между средними выступами магнитопровода указан ниже:
II и III
0,3 ± 0,5
IV и V 0,15 ±0,05
Габарит контактора .........
Зазор между средними выступами, мм
Ремонт автоматических выключателей серии А незначительно отличается от ремонта магнитных пускателей и здесь не рассматривается.
При регулировании выключателя «Электрон» на силу тока 1000— 4000 А раствор разрывных контактов устанавливают не менее 18 мм; зазор между главными контактами при касании разрывных контактов должен быть не менее 11 мм; величину хода якоря механизма включения доводят до 4*4,5 мм, проверяют провалы главных и разрывных контактов. Они должны составлять у главных 3,5 ± 0,5 мм, у разрывных 6 ± 2 мм. Увеличение провала главных контактов достигается одновременным вывинчиванием регулировочных болтов на равное число оборотов (1 оборот болта равен 1 мм). При проверке расщепителей убеждаются, что упор толкателя находится в зацеплении с кулачком валика.

Схемы измерения нажатия контактов.