Кабели напряжением до 10 кВ соединяют чугунными (до 1 кВ), эпоксидными (до 1 и 6—10 кВ) и свинцовыми (6—10 кВ) муфтами. Чугунные соединительные муфты СЧ состоят из нижней 7 и верхней 2 половин корпуса. Фарфоровые распорки 7 обеспечивают необходимые изоляционные расстояния между жилами кабеля и соединительными гильзами 10. Кабельный состав 12 служит основной изоляцией в муфтах. Подмотку 3 из смоляной ленты делают на участках кабеля длиной 100 мм в местах соприкосновения горловины муфты с кабелем.
В нижнюю половину корпуса муфты симметрично стенкам укладывают разделку и заполняют паз уплотнителем 11.
К контактным площадкам нижней половины муфты болтами 8 присоединяют провод заземления 9. На нижнюю часть корпуса накладывают верхнюю часть и соединяют болтами 6, затягивая их равномерно. Огнем газовой горелки подогревают корпус муфты до 50—60° С и в три-четыре приема заливают ее битумным составом. При первом заполнении покрывают составом всю поверхность разделки кабеля в муфте, после усадки ее заполняют до верха, а затем окончательно доливают 1—2 раза. После остывания битумного состава заливочное отверстие 5 закрывают крышкой 4, предварительно уложив в канавку прокладку из резины или пеньки. Болты и швы муфты покрывают антикоррозийным составом.
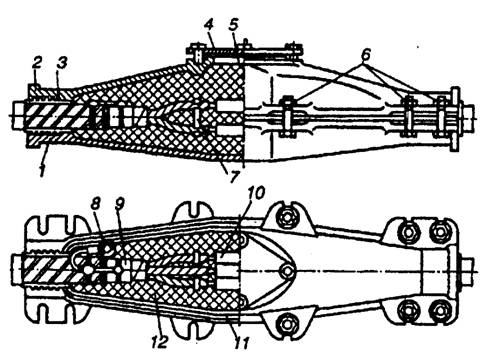
Соединительная муфта СЧ
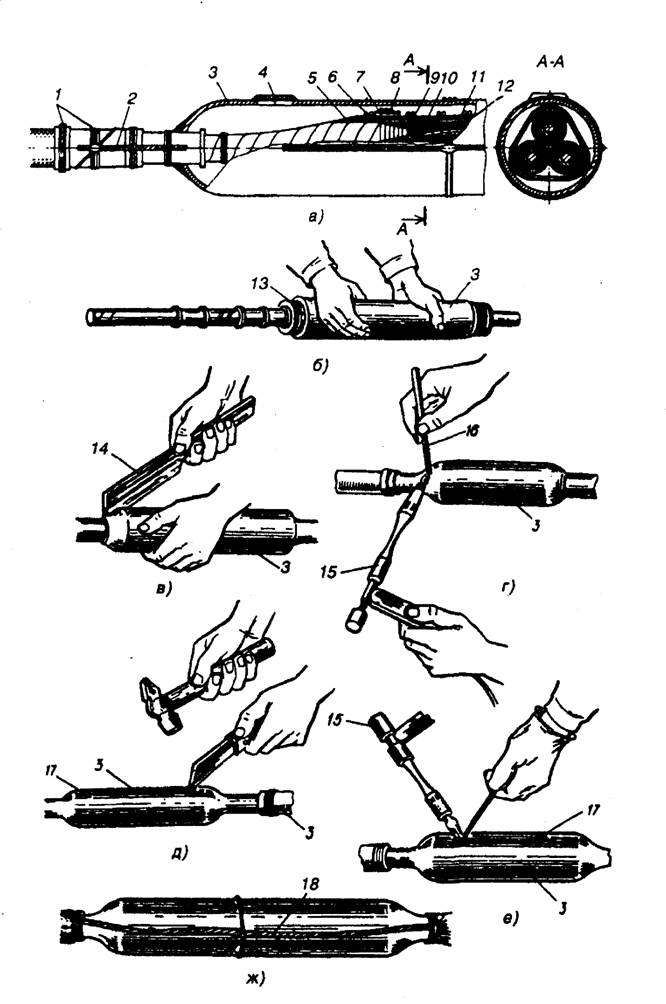
Технология монтажа соединительной свинцовой муфты:
а — свинцовая муфта; 6 — надевание свинцовой трубы; в — обколачивание торцов корпуса; г — припаивание горловины корпуса к оболочке кабеля; д — прорубание заливочных отверстий; е — запаивание заливочных отверстий; ж — заземление муфты; 1, 11 — проволочные бандажи; 2— провод заземления; 3— корпус муфты; 4 — заливочное отверстие; 5 — подмотка рулонами; 6, 8— бандажи из кабельной пряжи; 7% 9, 10— подмотка роликами с лентой шириной соответственно 25, 10 и 5 мм; 12— гильза; 13 — салфетка; 14— валек; 15— горелка; 16 — пруток припоя; 17— заливочное отверстие; 18— провод заземления
Технология монтажа соединительных эпоксидных муфт состоит из нескольких последовательно выполняемых операций.
Подготовленные полумуфты покрывают чистым материалом. На концы кабелей надевают резиновые уплотнительные кольца, в которых на предприятии-изготовителе выполняют кольцевые надрезы, позволяющие увеличивать внутренний диаметр кольца удалением лишней части. После этого монтируют соединительные гильзы, устанавливают эпоксидные распорные звездочки в местах перехода с криволинейной части жилы на прямолинейную и закрепляют их бандажом из сухих и чистых ниток.
Оболочку до резинового уплотнительного кольца зачищают щеткой и обезжиривают бензином. Поливинилхлоридный шланг небронированного кабеля ААШв обрабатывают плоским драчевым напильником на длине 20 мм от среза шланга и покрывают клеем ПЭД-Б. Резиновые уплотнительные кольца сдвигают так, чтобы они находились на расстоянии 10 мм от среза оболочки, и зажимают хомутом.
На ступени брони до диаметра, равного внутреннему размеру горловины муфты, выполняют кольцевую подмотку поливинилхлоридной лентой шириной 20 мм.
Обе половины муфты сдвигают на место и окончательно устанавливают в рабочее положение. Для предохранения от вытекания при заливке компаунда в местах ввода кабелей в муфтах делают дополнительную подмотку из поливинилхлоридной ленты с заходом 30 мм на наружную поверхность полумуфт. Щели между полумуфтами в месте их стыкования уплотняют герметиком УС-65.
Провода заземления соединяют опрессованием. На место соединения проводов накладывают трехслойную подмотку из поливинилхлоридной ленты с заходом на изоляцию (трубку). Провод заземления укладывают вдоль корпуса муфты и закрепляют бандажом.
Эпоксидный компаунд заливают в корпус муфты непрерывной струей шириной 10—15 мм по лотку с переходом струи на стенку корпуса.
Компаунд заливают в два приема: сначала — на 2/3 объема корпуса, затем,— через 10 мин после первой заливки,— до полного заполнения литника. По мере усадки муфту доливают.
Технология монтажа свинцовой муфты показана на рис., а — ж. На один конец разделанного кабеля, закрытого салфеткой 13, надвигают свинцовую трубу 3 так, чтобы ее концы были за границами разделки. После изолирования мест соединения жил на них по центру муфты наматывают общий бандаж из бумажной ленты. Далее удаляют кольцевые пояски оболочек, закрепляя поясную изоляцию, обрабатывают торцы металлических оболочек и отгибают их края. Места соединения промывают прошпарочным составом.
На место соединения жил надвигают корпус муфты. Концам трубы с помощью валика 14 придают сферическую форму (рис. в). Обколачивание производят до плотного соприкосновения трубы с оболочкой кабеля. Затем тщательно подготовляют поверхность пайки шеек и оболочки кабеля. Алюминиевую оболочку лудят вначале припоем А, а затем оловянно-свинцовым. Места пайки после обработки слегка подогревают горелкой 15 и протирают салфеткой, пропитанной стеарином. В месте среза брони на конце кабеля подматывают шнуровой асбест, предотвращая вытекание пропитывающего состава защитных покровов. Пламенем газовой горелки нагревают место пайки и пруток припоя 16. Пайку выполняют возможно быстрее, затрачивая не более 3—4 мин на один конец муфты (рис. г). Для охлаждения и очищения места пайки горловины муфты покрывают стеарином.
В верхней части муфты вырубают заливочные отверстия 17 треугольной формы со сторонами 25—30 мм (рис. д) в виде отогнутого вверх «язычка». Перед заливкой в муфту небольшое количество кабельного состава сливают через носик ведра для очистки последнего от сора и пыли. Муфту подогревают до 50-60° С и заливают в три-четыре приема в одно из заливочных отверстий до тех пор, пока при вытекании из другого отверстия не прекратится выделение пены и пузырьков воздуха. По мере усадки и охлаждения муфту доливают (при этом заливочные отверстия закрывают чистой и сухой салфеткой). Затем заливочные отверстия плотно закрывают «язычками» и запаивают (рис. е).
Свинцовую муфту заземляют (рис. ж), для чего провод заземления 18 припаивают к бронелентам обоих кабелей и середине ее корпуса.