
клещи для развальцовки; 4 — конус-пуансон; 5 — рукоятка; 6 - губки; 7 - нож
В последние годы для обвязок приборов используют стальные трубы, присоединение которых к приборам осуществляется соединителями с уплотнением по наружному конусу, т.е. под развальцовку. Однако развальцовка стальных труб описанными выше приспособлениями требует значительных усилий, делающих эти приспособления непригодными для данного вида работ.
Устройство, разработанное в компании "Промэнергоавтоматика" и показанное на рис. 1, а, может применяться для развальцовки как медных, так и стальных труб. Конструкция устройства обеспечивает достаточно высокое качество развальцовки конца трубы, т.е. ее правильную конфигурацию и необходимую высоту, исключает перекос по отношению к центру трубы (овальность) и позволяет получить развальцованный конец с толщиной стенки, одинаковой по всей образующей.
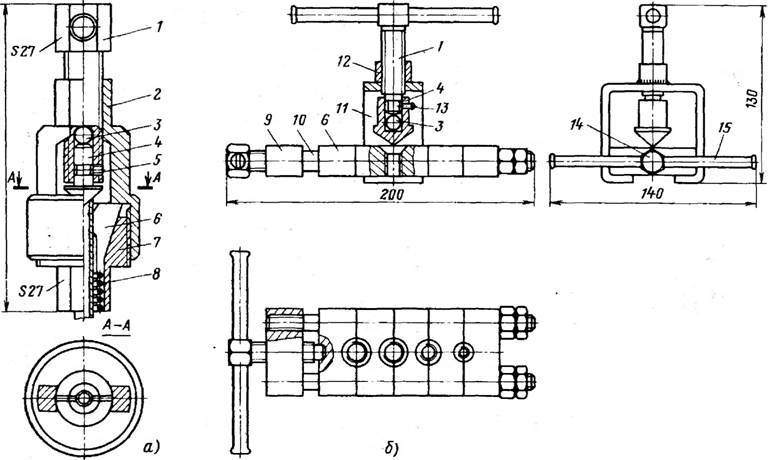
Рис. 1. Устройства для развальцовки:
а — стальных и медных труб DH =6-10 мм; б — медных труб Dн=6-20мм; 1 - силовой винт; 2 - корпус; 3 упорный шарик; 4 - конус-пуансон; 5 - стопорный винт; б - полу матрица; 7 - конусная гайка; 8 - распорная пружина; 9 — основание; 10 —г, направляющие; 11 — обойма; 12 - втулка; 13 — стопор; 14 — специальный винт; 15 — вороток
Это достигается за счет того, что в корпусе 2 устройства выполнена упорная плоскость для полуматриц 6, которые имеют коническую наружную поверхность и внутреннюю нарезку. Полуматрицы вращением конусной гайки плотно прижимают к упорной плоскости, обеспечивая их точную установку и жесткое крепление конца трубы.
Развальцовка производится вращением силового винта 1, в котором выполнена выточка. В ней установлены упорный шарик 3 и развальцовочный конус-пуансон 4. В выточку конуса входит конец стопорного винта 5, обеспечивающий свободное вращение конуса и его точную установку по отверстию трубы. Жесткое крепление трубы в матрице, точная установка в одной плоскости полуматриц и свободная установка рабочего конуса обеспечивают качественную развальцовку. Для устранения перекоса полуматриц в нерабочем положении предусмотрена распорная пружина 8.
Устройство несложно в изготовлении, удобно в работе, а гарантированная точность установки полуматриц за счет их упора исключает перекос развальцованного конца трубы. Труба зажимается конусным прижимом, что исключает ее проскальзывание в зажиме, обеспечивает заданную высоту развальцовки и возможность производить эту операцию с трубами из твердых материалов. Устройство комплектуется сменными полуматрицами для труб диаметром 6,8 и 10 мм.
В компании "Промэнергоавтоматика" разработано также устройство для развальцовки медных труб диаметром 6, 8, 10, 12, 14, 18 и 20 мм (рис. 1, б). Оно состоит из основания 9, в котором крепятся две цилиндрические направляющие 10. На них устанавливается набор полуматриц 6, по боковым стенкам которых передвигается обойма 11 с приваренной втулкой 12. Во втулку ввинчивается силовой винт 1 с конусом-пуансоном 4. Пуансон крепится в канавке винта стопором 13 и имеет свободное вращение на упорном шарике 3. Зажим трубы обеспечивается вращением специального винта 14 с помощью воротка 15. Конструкция приспособления предусматривает передвижение полуматриц по двум цилиндрическим направляющим. Это обеспечивает их точную соосность по цилиндрическим резьбовым поверхностям, служащим для зажима трубы, устраняя их неполное охватывание, что неизбежно при шарнирном захвате. Осевое сжатие полуматриц по цилиндрическим направляющим полностью исключает проскальзывание трубы при развальцовке. Поэтому данное приспособление можно использовать и для развальцовки труб малых диаметров (6, 8 мм) из нержавеющих сталей.
Для надежного зажима трубы в полуматрицах в процессе изготовления приспособления выполняют следующее. Перед сверлением отверстий между полуматрицами устанавливают прокладки толщиной 0,5 мм. После сверления отверстий прокладки убирают, полу матрицы сжимают и нарезают резьбу. Затем отверстия раззенковывают на глубину 2,5—3,5 мм под углом 90°.
Для развальцовки труб под соединители с уплотнением по наружному конусу, отличному от 90°, зенковку выполняют под углом, заданным изготовителем приборов. После нарезки резьбы полуматрицы необходимо закалить до твердости HRC 42—50.
Приспособление удобно в эксплуатации, так как за счет применения цилиндрических направляющих и вороткового крепления требуется значительно меньше усилий для зажима и развальцовки трубы.