Разборка
До начала разборки ввода подготавливают рабочее место и инструменты, снимают с ввода алюминиевый экран / (рис. 1) и сливают масло через сливную пробку. После этого кладут ввод в горизонтальное положение на специально подготовленный стеллаж, верстак или козлы. Под ввод подставляют деревянные подставки 8 с вырезами, предохраняющими его от качения. Вырезы в подставках предварительно обивают резиной.
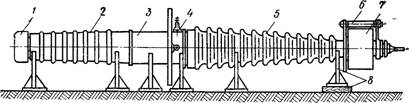
Рис. 1. Подготовка ввода 110 кВ к разборке: 1 — экран, 2 — нижняя фарфоровая покрышка, 3 — соединительная втулка, 4 — измерительный изолятор, 5 — верхняя фарфоровая покрышка, 6 — маслоуказатель, 7 — расширитель, 8 — деревянные подставки
До начала разборки ввода снимают измерительный изолятор 4, предварительно отпаяв проводник от ниппеля (шпильки) изолятора с помощью паяльника. С проводником при этом обращаются очень осторожно, чтобы случайно не оторвать его от обкладки конденсаторной намотки остова (при возможных перемещениях остова Б процессе разборки ввода). Измеряют длину выступающего из стакана нижнего конца токоведущей трубы, чтобы при сборке было легче установить остов в прежнее положение.
Разборку ввода начинают со стороны расширителя 7 и производят в следующей последовательности.
Снимают маслоуказатель 6, отвертывают и снимают контактный зажим и уплотняющие 1 (рис. 2) и промежуточные 3 втулки.
Разболчивают и снимают наружный кожух 5 расширителя; измеряют высоту сжатой пружины, чтобы при сборке ввода можно было восстановить прежнее усилие.
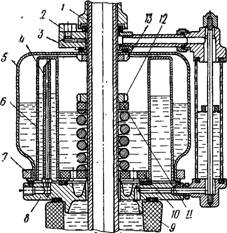
Рис. 2. Верхняя часть ввода МТ-110/600:
1 — уплотняющая втулка, 2 — пробка для заливки масла, 3 — промежуточная втулка, 4 — дыхательная трубка, 5 — наружный кожух расширителя, 6 — внутренний кожух расширителя, 7 — фланец, 8 поддон, 9 — фарфоровая покрышка, 10 и 11 — изоляционные шайбы, 12 и 13 — специальные гайки
Отвертывают специальным торцовым ключом гайки 12 и 13, снимают пружины и шайбы 10 и 11. Снимают внутренний кожух 6 расширителя и поддон 8.
Маркируют все трубки, ввернутые в поддон, чтобы при сборке ввода их можно было установить точно на свои места и в соответствующее положение (если отсутствует чертеж, составляют эскиз).
Снимают вручную верхнюю фарфоровую покрышку, вывертывают специальным торцовым ключом уплотняющую гайку из стакана нижней части ввода, вынимают шайбу и уплотнение и вывертывают стакан.
Снимают с остова нижнюю фарфоровую покрышку и вынимают токоведущую трубу из соединительной втулки.
Сборка
До начала сборки оборудуют рабочее место и подготавливают необходимые инструменты. Если требуется, подпаивают (удлиняют) гибкий проводник, припаянный к конденсаторной обкладке остова, и изолируют его линоксиновой трубкой. Заготавливают новые резиновые уплотнения и вкладывают их в пазы во фланцах ввода.
Сборка производится в следующей последовательности.
Устанавливают на деревянные подкладки соединительную втулку таким образом, чтобы отверстие для изолятора, через которое проходит проводник для испытания ввода, находилось сверху. Плотно надевают на штуцер внутри соединительной втулки изоляционную (полихлорвиниловую или резиновую) маслоотборную трубку и прокладывают ее в специальном пазу.
Вставляют в соединительную втулку токоведущую трубу и выводят проводник через отверстие для измерительного вывода. Привязывают киперной лентой маслоотборную трубку к остову.
Надевают на остов нижнюю фарфоровую покрышку, придвинув ее вплотную к соединительной втулке, и центрируют их между собой. На нижний конец токоведущей трубы надевают гетинаксовую шайбу до упора в торец бумажно-бакелитового изоляционного цилиндра остова. Навертывают стакан, ставят резиновое уплотнение и шайбу, навертывают уплотняющую гайку. При навертывании стакана и затяжке уплотняющей гайки предохраняют остов от поворачивания, придерживая токоведущую трубу газовым ключом. Надевают верхнюю фарфоровую покрышку.
Ввертывают в поддон трубки (дыхательную, уровня масла и для спуска воздуха из расширителя). Надевают поддон на токоведущую трубу таким образом, чтобы отверстие для маслоуказателя 6 (см. рис. 1) находилось сверху и на одной линии с измерительным -изолятором 4.
Придвигают вплотную фарфоровые покрышки 2 и 5 к соединительной втулке 3 и тщательно проверяют их положение. Токоведущую трубу продвигают вперед до упора стакана в нижнюю фарфоровую покрышку. Убеждаются в правильном положении трубы, а также в том, что нет смещения гибкого проводника относительно отверстия измерительного вывода.
Надевают внутренний кожух 6 расширителя (см. рис. 2), гетинаксовую шайбу 10, стальную пружину, а также шайбу 11 на пружину и навертывают рукой нажимную гайку 12. Затем специальным торцовым ключом осторожно затягивают ее, сжимая пружину. Одновременно следят за центровкой токоведущей трубы и всех сочленений стакана, фарфоровых покрышек, соединительной втулки, поддона, внутреннего кожуха расширителя. В случае смещения поправляют вручную перекосы и, убедившись в правильной центровке всех стягиваемых деталей, а также в том, что нет смещения резиновых прокладок, окончательно затягивают гайку 12 так, чтобы произошло сжатие пружины до предела, отмеченного при разборке ввода. При этом учитывают, что резиновые прокладки должны быть сжаты между фарфоровыми покрышками и соединительной втулкой примерно на 50% первоначальной толщины.
Навертывают на верхнюю часть трубы специальную опорную гайку 13 и ставят наружный кожух расширителя, прикрепив его болтами к поддону. Ставят резиновую прокладку и навертывают промежуточную втулку 3 так, чтобы отверстие для маслоуказателя совпало с отверстием в поддоне. Поставив уплотнение, навертывают уплотняющую втулку 1. Устанавливают маслоуказатель.
Устанавливают измерительный изолятор 4 (см. рис. 1) и припаивают к концу его полой шпильки проводник припоем ПОС-40.
Ставят ввод в вертикальное положение на стойку, заливаю его чистым сухим маслом и производят гидравлическое испытание давлением 0,5 ат в течение 30 мин. Если ввод выдержал испытание, промывают его внутреннюю полость маслом и производят вакуумную обработку без масла. Затем под вакуумом заливают ввод маслом, стабилизированным антиокислительной присадкой, и продолжают его вакуумирование с маслом.