Выше отмечалось, что для разборки и сборки вводов классов напряжения 150 кВ и выше их устанавливают в вертикальное положение. На рис. 1 изображены приспособления, с помощью которых нижняя фарфоровая покрышка предварительно крепится к соединительной втулке шпильками. Приспособление состоит из стальной плиты 1 (рис. 1, а) с центральным отверстием, резиновой прокладки 2, применяемой в качестве амортизатора, чтобы не повредить фарфор нижней покрышки 3, и стяжных шпилек 4. Вместо плиты можно использовать стальной хомут 5 (рис. 1, б) с резиновой прокладкой 2.

Рис. 1. Приспособления для крепления нижней фарфоровой покрышки к соединительной втулке ввода: а крепление с помощью плиты, б — крепление посредством хомута
Конструкции высоковольтных вводов с пружинной стяжкой одинаковы, они отличаются только размерами, массой, а также некоторыми дополнительными устройствами: контактными наконечниками и другими мелкими деталями.
В качестве примера рассмотрим разборку и сборку ввода с бумажно-масляной изоляцией наклонной установки типа МТП- 220/1400 (рис. 2). В практике ремонтного и эксплуатационного персонала вводы разработки Московского завода «Изолятор» называются условно порядковым числительным, соответствующим номеру заводского чертежа. Так, ввод типа МТП-220/1400 называется «181-м вводом» (чертеж № 181-0-0), а ввод типа МТ-110/600, рассмотренный ранее, — «121-м вводом» (чертеж № 121-0-0).
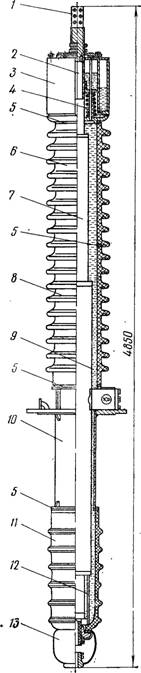
Рис. 2. Ввод МТП-220/1400:
1 — контактный наконечник, 2 — токоведущая труба, 3 — расширитель,4 — пружина, 5 — резиновые уплотнения, 6 — верхняя фарфоровая покрышка, 7 — изоляционный остов, 8 — средняя фарфоровая покрышка, 9 —трансформаторное масло, 10 — соединительная втулка, 11 — нижняя фарфоровая покрышка, 12 — маслоотборная трубка, 13 — экран
Разборка
Перед разборкой ввода подготавливают необходимые инструменты: небольшой электропаяльник, гаечные ключи, специальный торцовый ключ под круглые фасонные гайки, газовый ключ, отвертки, плоскогубцы. Если нет специального ключа под круглые фасонные гайки, его изготовляют из отрезка трубы соответствующего диаметра.
Разборка ввода производится в такой последовательности.
Устанавливают ввод в вертикальное положение на специальный стенд (см, рис. 5), снимают экран 2 (рис. 3) со стакана 3 и сливают масло через нижнюю сливную пробку 5.
Скрепляют нижнюю фарфоровую покрышку с соединительной втулкой при помощи стяжного приспособления (см. рис. 1). Подставляют под нижний конец токоведущей трубы домкрат или любую подставку так, чтобы остов имел прочную опору и не мог опуститься вниз при разборке ввода. Устанавливают леса такой высоты, чтобы с них можно было разобрать расширитель.
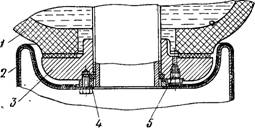
Рис. 3. Нижняя часть вводов МТП-220/1400 и МТП-330/600:
1 — нижняя фарфоровая покрышка, 2 — экран, 3 — стакан, 4 — фланец, 5 — сливная пробка
Снимают контактный колпак 2 (рис. 4), кожух 4 с крышкой 5 и уплотнениями 3, измерительные изоляторы 1 и подстроечные конденсаторы 7. Для снятия изоляторов отпаивают концы проводников, идущих от обкладок остова к ниппелю (полой шпильке) изолятора. Изоляторы снимают осторожно, чтобы не оторвать проводники от конденсаторных обкладок. Концы проводников располагают внутри ввода так, чтобы не повредить их в процессе его разборки при случайных поворотах или перемещениях остова.

Рис. 4. Коробка выводов с подстроечными конденсаторами: 1 — измерительные изоляторы, 2 — контактный колпак, 3 — резиновые уплотнения, 4 — кожух наружного вывода, 5 — крышка, 6 — изоляционная трубка, 7 — подстроенный конденсатор
Снимают с верхней части расширителя накидную гайку 2 (рис. 5), нажимную гайку 1, уплотнение 3, втулку 4 и мембрану 7. Свинчивают гайки и снимают нажимное кольцо 5. Отвертывают шесть гаек 8 и снимают расширитель со шпилек. Специальным ключом свинчивают с токоведущей трубы опорную гайку 6.
Довертывают гайки 9 на шпильках до упора в звездочку 12 настолько, чтобы слегка сжать компенсирующие пружины 11, затем свинчивают с токоведущей трубы специальную гайку 13 (чтобы при отвертывании гайки остов не поворачивался, трубу удерживают газовым ключом).
Снимают поддон 10 с пружинами (пружины рекомендуется не ослаблять).
Снимают верхнюю фарфоровую покрышку 5 (рис. 6) с помощью тросов 2, застропленных за ременный или веревочный пояс 4 на покрышке. (Среднюю фарфоровую покрышку снимают аналогично верхней.)
Отвертывают стакан с нижнего конца токоведущей трубы. Для этого осторожно убирают домкрат, поддерживающий остов, чтобы остов плавно и без толчка опустился нижним торцом своей изоляции на выступ внутри фарфоровой покрышки. При отвертывании стакана придерживают остов за верхнюю часть трубы газовым ключом, чтобы он не поворачивался. Удаляют раопорные клинья 2 (рис. 7) и трубку 6 для маслоотбора и вынимают остов из соединительной втулки 6 (рис. 9, а) и нижней покрышки 7.
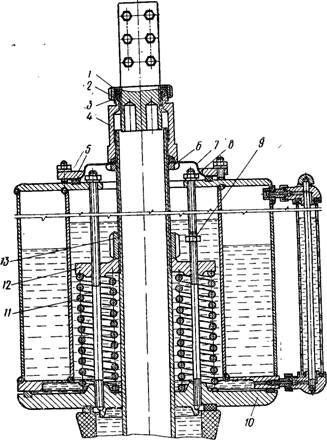
Рис. 6. Верхняя часть ввода 220—330 кВ:
1 — нажимная гайка, 2 — накидная гайка, 3 — резиновое уплотнение, 4 ~ специальная втулка, 5 —- нажимное кольцо, 6 — опорная гайка, 7 — мембрана, 8, 9 — гайки М16, 10 — поддон, 11 — пружина, 12 — звездочка, 13 — специальная гайка
Остов зачаливают тросом за верхнюю часть трубы 3, где нет изоляции. Если не хватает высоты подъема крюка, остов с конденсаторной намоткой зачаливают за верхний уступ изоляционного слоя, так как этот слой закрыт толстым подпорным бакелитовым цилиндром. Предварительно проверяют, хорошо ли закреплен подпорный цилиндр 4 остова. При подъеме остова следят, чтобы не оторвались проводники, припаянные к конденсаторным обкладкам. Остов укладывают горизонтально на деревянные подкладки, устанавливаемые под концевые уступы бумажной изоляции и защищенные бакелитовыми цилиндрами. Вся средняя часть изоляции должна быть «на весу», так как она не имеет защитного кожуха и может легко повредиться. После удаления остова остаются скрепленными между собой нижняя покрышка и соединительная втулка (рис. 9, б).

Рис. 7. Разборка и сборка верхней части ввода:
1
— крюк грузоподъемного механизма, 2 — стропы, 3 — токоведущая труба изоляционного остова, 4 — ременный или веревочный пояс, 5 — верхняя фарфоровая покрышка, 6 — изоляционный остов, 7 — средняя фарфоровая покрышка, 8 — нижняя фарфоровая покрышка, 9 — домкрат
Стропят тросами за подъемные кольца стальную соединительную втулку и, подняв ее вместе с нижней фарфоровой покрышкой, осторожно опускают на пол, слегка натянув тросы (рис. 9, в). Затем отвертывают гайки со шпилек стяжного приспособления и, поддерживая руками нижнюю покрышку, снимают с нее соединительную втулку. Нижнюю покрышку осторожно кладут на пол, после чего ставят ее вручную на верхнюю торцовую часть или оставляют в горизонтальном положении, подложив деревянные подкладки с вырезами, предохраняющими ее от каления.
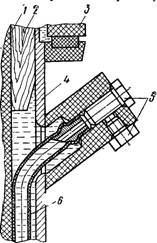
Рис. 8. Маслоотборное устройство ввода 220—330 кВ:
1 — остов, 2 — распорный клин, 3 — верхняя фарфоровая покрышка, 4 — соединительная втулка, 5 — маслоотборные пробки, 6 — полихлорвиниловая или линоксиновая трубка для маслоотбора
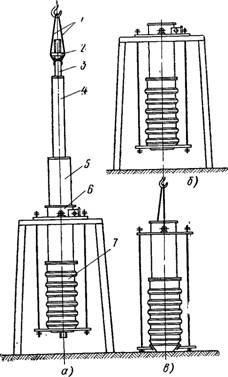
Рис. 9. Разборка и сборка ввода: а — строповка остова, б — нижняя часть ввода без остова и верхней покрышки, в — нижняя фарфоровая покрышка и соединительная втулка, снятые со стенда; 1 — стропы, 2 — гайка, 3 — токоведущая труба, 4 — подпорный цилиндр остова, 5 — средняя часть изоляционного остова, 6 — соединительная втулка, 7 — нижняя фарфоровая покрышка
Все фарфоровые покрышки во избежание случайного повреждения фарфора хранят в специально отведенном месте. Снятые подстроечные конденсаторы хранят в чистом сухом трансформаторном масле. Остов ввода не рекомендуется оставлять на открытом воздухе более 5—6 ч. Предварительно его тщательно обертывают кабельной бумагой. Если изоляция увлажнена, целесообразно поместить остов в масло или поставить на сушку.
Сборка
Сборку ввода осуществляют в последовательности, обратной разборке, используя те же инструменты и приспособления.
При помощи стяжного приспособления скрепляют между собой нижнюю фарфоровую покрышку и соединительную втулку (рис. 9, в). Предварительно на плиту или под хомут приспособления подкладывают предохранительную резиновую прокладку.
Соединительную втулку с покрышкой устанавливают на стенд для сборки ввода (рис. 9, б) и надевают изоляционную трубку на ниппель маслоотбора, опустив ее вниз.
Осторожно вставляют изоляционный остов в соединительную втулку и нижнюю покрышку (рис. 9, а). Зачаливание остова тросом производят так же, как и при его разборке. Опускают остов осторожно, чтобы не повредить его изоляцию и не оторвать проводники, припаянные к конденсаторным обкладкам. Рекомендуется предварительно через отверстия для измерительных изоляторов продеть мягкую проволочку или хлопчатобумажную ленту и закрепить проводники. По мере опускания остова осторожно подтягивают их, протаскивая через отверстия для изоляторов. Опускают остов до упора его нижним подпорным цилиндром в выступ, имеющийся внутри фарфоровой покрышки; тросы с остова не снимают.
Навертьивают на нижний конец токоведущей трубы стакан 3 с заранее уложенной в его выточку прокладкой. Длина конца трубы, выступающего из стакана, должна соответствовать заводскому исполнению; стакан должен навертываться на трубу без усилий. Чтобы остов не поворачивался, трубу поддерживают газовым ключом. Поднимают остов до полного упора стакана в фарфоровую покрышку и устанавливают под стакан (или конец трубы) домкрат или подставку так же, как при разборке, чтобы подставка обеспечивала прилегание уплотнения стакана к фарфору. Затем центрируют остов во втулке шестью клиньями и снимают с него тросы.
Устанавливают среднюю фарфоровую покрышку на фланец соединительной втулки,, точно их центрируют, ставят резиновое кольцевое уплотнение и в том же порядке устанавливают верхнюю фарфоровую покрышку на среднюю. Зачаливание фарфоровых покрышек стропами производят за веревочный или ременный пояс, завязываемый для этой цели вокруг ввода.
Устанавливают поддон 10 на верхнюю фарфоровую покрышку. Поддон заранее комплектуют пружинами, звездочкой и уложенными в выточке поддона уплотнениями. Пружины должны быть предельно сжаты. Шпильки должны быть расположены в поддоне по отношению к соединительной втулке так, чтобы при установке расширителя маслоуказатель был повернут на 90° по отношению к коробке выводов. На токоведущую трубу специальным ключом навертывают гайку 13 до упора в звездочку, гайки 9 на шпильках ослабляют.
На поддон устанавливают кожух расширителя с маслоуказателем так, чтобы концы шпилек прошли через отверстия в верхней части расширителя. Ставят гайки 8 и равномерно их затягивают. Затем на токоведущую трубу навертывают опорную гайку 6, на нее устанавливают мембрану 7 и закрепляют ее нажимным кольцом 5. На конец трубы навертывают специальную втулку 4 с резиновой прокладкой. Убирают из-под нижнего конца трубы подставку.
Устанавливают в коробке выводов (см. рис. 1) проходные изоляторы и подстроечные конденсаторы. Предварительно напаивают проводники на необходимую длину и надевают на них линоксиновые трубки. Концы проводников припаивают к ниппелям припоем ПОС-40. На стенках коробки устанавливают два наружных изолятора. На левый изолятор надевают контактный колпак 2. Между колпаком и гайкой на ниппеле создают надежный контакт, правый изолятор закрывают специальным кожухом 4. Закрывают коробку герметически крышкой 5 на резиновом уплотнении и заливают маслом.
Подготавливают собранный ввод для предварительного вакуумирования и заливки маслом под вакуумом.
Вакуумирование вводов с маслобарьерной и сплошной бумажно-масляной изоляцией, а также заливку маслом производят в соответствии с инструкциями завода-изготовителя.
Ответственной операцией при сборке вводов является затяжка компенсирующих пружин. Расчетная нагрузка на пружины вводов класса напряжения 220 кВ составляет 5000—7500 кГ, вводов 330— 500 кВ — 10 000—15 000 кГ (в зависимости от типов и размеров вводов). При ремонте трудно определить усилие затяжки пружин, поэтому узел поддона с пружинами следует устанавливать в том же положении, в котором он находился до разборки. Если предполагается разбирать узел поддона и снимать пружины, то предварительно измеряют высоту сжатых пружин. Эти размеры являются контрольными при сборке ввода.
На вводах классов напряжения 220 кВ и выше узел поддона собирают отдельно. Пружины сжимают до полного смыкания витков, подвертывая гайки 9 (ем. рис. 2) на шпильках, ввернутых в поддон. В таком виде узел поддона ставят на ввод; на трубу навертывают специальную гайку 13 до упора в звездочку, после чего гайки 9 свертывают со шпилек (ослабляют). В некоторых вводах гайку 13 законтривают дополнительной гайкой.