Решениями правительства предусматривается повышение технического уровня и дальнейшее развитие электромашиностроения, создание новых видов электрических машин с улучшенными технологическими и эксплуатационными показателями. Намного увеличится выпуск средних и крупных электрических машин в связи с созданием для промышленных предприятий нового технологического оборудования большой мощности.
Проведенные в последние годы работы по развитию индустриализации электромонтажного производства, разработке и внедрению прогрессивной технологии, совершенствованию организации работ, перспективной подготовке производства, внедрению научной организации труда позволили значительно повысить технический уровень электромонтажного дела.
В полной мере это относится и к монтажу крупных электрических машин — одному из наиболее ответственных и сложных разделов электромонтажных работ.
Новые методы центровки валов электрических машин, сокращение количества металлических подкладок под фундаментные плиты, новая технология монтажа электрических машин с сегментными подшипниками, включение электрических машин без предварительной сушки изоляции, многочисленные новые механизмы и приспособления для перемещения и монтажа — вот многие, но далеко не полные изменения в технологии монтажа крупных электрических машин в последние годы.
Большим шагом вперед явилась разработка и внедрение беспрокладочного монтажа электрических машин, позволившего не только намного улучшить качество выверки электрических машин и повысить прочность сцепления их фундаментных плит с бетонной подливкой, но и получить значительный экономический эффект за счет исключения металлических подкладок и сокращения трудовых затрат при монтаже.
Качество монтажа крупных электрических машин в первую очередь определяется тщательностью их выверки при установке фундаментных плит на фундамент. Фундаментные плиты крупных электрических машин и преобразовательных агрегатов в зависимости от габаритов подразделяют на целые, сборные или отдельные для каждой машины агрегата. Плиты изготовляют сварными из толстой листовой стали или швеллеров и балок крупного сечения; для придания жесткости к их стенкам приваривают специальные ребра.
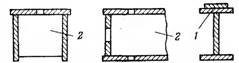
Рис. 1. Формы сечения фундаментных плит.
1 — опорная плитка; 2 — ребро жесткости.
Формы сечения фундаментных плит показаны на рис. 1. Отдельные конструкции фундаментных плит имеют приваренную сверху опорную плитку 1 со строганой поверхностью, предназначенную для установки подшипниковых стояков и станины машины. Применение строганой опорной плитки уменьшает работы по обработке фундаментных плит на заводе.
Фундаментные плиты могут иметь форму прямоугольника (для преобразовательных агрегатов, машин с двумя стояковыми подшипниками) или П-образную форму, когда машина выполнена с одним подшипником. Фундаментные плиты крепят к фундаментам анкерными болтами: крюкообразными или прямыми с анкерными плитками.
Крюкообразные болты (рис. 2,а) применяют для машин сравнительно небольших мощностей; отношение длины крюкообразного болта к его диаметру для машин со спокойной нагрузкой принимают равным 20, а с тяжелыми условиями работы (например, для электропривода прокатных станов) — до 40. Общая длина болта принимается до 2000 мм.

Рис. 2. Анкерные болты.
а — крюкообразный; б — прямой с анкерными плитками; 1 — анкерная плитка.
Для крепления фундаментных плит крупных электрических машин применяют, как правило, прямые анкерные болты с анкерными плитками (рис. 2,6). Размеры таких болтов до 90X3500 мм, а масса каждого болта до 175 кг, поэтому для их установки применяют подъемные приспособления. Болты изготовляют с резь-

Рис. 3. Фундамент под электрическую машину с уложенными на нем встречными клиньями (подкладками).
бой на обоих концах или с резьбой на одном конце и призматической головкой на другом. Анкерные плитки чаще всего изготовляют в виде стальной пластины квадратной формы или реже отливают из чугуна.
Анкерные болты, как правило, поставляются вместе с электрической машиной заводом-изготовителем. Если болты в поставку не включены, они при наличии производственных возможностей могут быть изготовлены на месте, но обязательно по чертежам и расчетам завода- изготовителя или проектной организации.
До последних лет установку электрических машин производили только на пакетах металлических подкладок или клиньях (рис. 3), устанавливаемых под фундаментные плиты. Пакеты подкладок и клинья оставляли в бетонной подливке под фундаментные плиты. Они были необходимы для выверки и обеспечения горизонтального положения фундаментных плит, а также для регулировки высотных отметок устанавливаемых электрических машин и являлись несущими элементами.
Количество металлических подкладок, их размеры и места расположения, как правило, указывали заводы-изготовители электрических машин.
Применяемые для подкладок материалы, форма и размеры подкладок приведены в табл. 1.
Таблица 1. Подкладки под фундаментные плиты
Материал и форма подкладки | Размеры подкладки, мм | ||
Высота | Ширина | Длина | |
Плитки или бруски чугунные (чугун марки С-100 и С-12-26) | 50—100 | 100-120 | Ширина фундаментной плиты + (50 -100) |
Сталь полосовая или | 5—50 | 50—120 | То же |
листовая | 0,5—4 | 50-120 |
|
регулировочных подкладок |
|
|
|
Клинья встречные | Размеры и уклоны определяются по месту | ||
Количество подкладок в каждом пакете рекомендовалось применять не более трех, включая тонколистовые, которые использовали для окончательной выверки. По окончании выверки электрической машины замеряли толщину каждого из пакетов подкладок и заменяли временные подкладки постоянными необходимой толщины.
При этом высота каждого пакета подкладок должна составлять не менее 50 мм, для того чтобы обеспечить равномерную подливку фундаментной плиты бетоном, но не превышать 100 мм.
По сравнению с такими подкладками хорошо себя зарекомендовали регулируемые подкладки (рис. 4). Основание 1 подкладки представляет собой клин с желобом и прорезью для буртика винта. Крышка 2 имеет клиновые полозья и бобышку между ними, в которой сделана резьба для винта. При вращении винта 3 с помощью ключа упорный буртик упирается в прорезь основания и подтягивает крышку, поднимая фундаментную плиту. В случае применения регулируемых подкладок последние перед заливкой заменяют постоянными подкладками необходимой толщины.
В результате проведенных институтом ВНИИПЭМ Минмонтажспецстроя экспериментальных работ при монтаже преобразовательных агрегатов мощностью до 3500 кВт и частотой вращения до 3000 об/мин была разработана технология установки фундаментных плит с сокращенным количеством подкладок.
При проведении экспериментальных работ по сокращению мест укладки подкладок институт руководствовался тем, что при существующей технологии монтажа электрических машин бетонная подливка выполняет не вспомогательную функцию, а практически полностью воспринимает внешнюю нагрузку, передаваемую от машины на фундамент.
На основании положительных результатов экспериментальных работ институтом было внесено в инструкцию по монтажу электрических машин соответствующее требование, предусматривающее сокращение количества применяемых подкладок.

Рис. 4. Регулируемая подкладка.
В соответствии с этим требованием под плиты, имеющие нижние полки (подошву), подкладки необходимо укладывать только в местах сосредоточенных нагрузок, т. е. под подшипниковыми стояками, под лапами станин и с двух сторон анкерных болтов. Под плиты без нижних полок подкладки из полосовой стали толщиной 5— 20 мм необходимо укладывать под ребра, расположенные в непосредственной близости от анкерных болтов, под подшипниковые стояки, под лапы станин и под стальные ребра таким образом, чтобы расстояние между осями подкладок было не более 1000 мм.
В результате внедрения этого метода количество подкладок под электрические машины было сокращено на 25—30%. Однако расход металла на подкладки остался весьма значительным.
Таблица 2. Расход металла на подкладки и клинья
Тип электрической машины или агрегата * | Масса машины, т | Расход металла на подкладки и клинья, кг | Тип электрической машины или агрегата | Масса машины, т | Расход металла на подкладки и клинья, кг |
П21-49-17к | 19,7 | 406 421 460 562 950 1110 | П21-55-9к 2МП8500-250 2МП12600-110 | 22,5 110,0 230,0 22.0 | 1206 1280 3780 1060 |
Для того чтобы представить, как много металла уходило на подкладки, приведем в качестве примера табл. 2, из которой видно, что в зависимости от типа и размеров электрических машин на подкладки под них расходовалось от нескольких сотен килограммов до нескольких тонн металла (на каждую машину).
Институтом ВНИИПЭМ разработан новый метод установки электрических машин без применения подкладок и клиньев, получивший название бесподкладочного монтажа.
Под бесподкладочным монтажом понимается метод установки электрических машин на бетонных фундаментах, основанный на использовании бетона подливки в качестве несущего опорного элемента соединения фундаментная плита — фундамент. При таком монтаже вместо пакетов металлических подкладок или клиньев используют установочные приспособления: винтовые устройства или клиновые домкраты, удаляемые после затвердения бетонной подливки под фундаментные плиты.
Подливку фундаментных плит при этом методе монтажа производят жесткими бетонными смесями, содержащими пластифицирующие добавки.
Бесподкладочный монтаж является эффективным методом монтажа электрических машин. Его применение позволяет получить значительную экономию металла за счет исключения подкладок и клиньев, а также намного сократить трудовые затраты при выверке фундаментных плит. Одновременно благодаря увеличению площади контакта основания фундаментной плиты с бетонной подливкой повышается общая прочность сцепления устанавливаемых электрических машин с фундаментом.