Для изготовления обмоток трансформаторов находят все большее применение алюминиевые провода круглого и прямоугольного сечения, а для изготовления отводов — алюминиевые провода и шины. Однако полная замена меди алюминием в отводах трансформаторов не всегда возможна. Алюминиевые отводы, присоединяемые непосредственно к обычным разъемным зажимам (соединение на болт под гайку), быстро окисляются, в результате чего контакт обгорает, выходит из строя и может вызвать аварию трансформатора. Для обеспечения надежности контакта отказываются от болтовых соединений алюминий — алюминий или медь — алюминий и применяют только контакты медь — медь. Это достигается приваркой отводов из медного провода к концам выводов обмотки, намотанной из алюминиевого провода, или приваркой к алюминиевым проводам медных переходников способом холодной стыковой сварки.
Холодной стыковой сваркой называют способ неразъемного соединения металлов, основанный на использовании пластической деформации и позволяющий осуществлять без нагрева соединение меди, алюминия и меди с алюминием. Холодная сварка обеспечивает высокую механическую прочность соединения, низкое электрическое сопротивление места стыка и высокую коррозионную стойкость. Концы проводов диаметром до 3,05 мм откусывают специальными кусачками. Поверхность кусачек тщательно обезжиривают бензином или ацетоном.
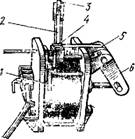
На настольном сварочном станке СНС-3 (рисунок 1) изготовляют переходники для соединения алюминиевого провода сечением до 10 мм2 с медным сечением до 6 мм2. Во время намотки алюминиевой обмотки медные переходники приваривают к первому и последнему виткам обмотки ручными сварочными клещами КС-6 (рисунок 2) непосредственно у обмоточных станков. Клещи обеспечивают холодную стыковую сварку круглого алюминиевого провода сечением до 6 мм2 с медным сечением до 4 мм2 в зависимости от установленных плашек.

1 — установочная плита, 2 — корпус станка, 3 — рычаг осадки, 4 — подвижный зажим, 5 — неподвижный зажим, 6 — рукоятка зажима провода, 7 — направляющие штоки
Рисунок 1 - Настольный сварочный станок СНС-3
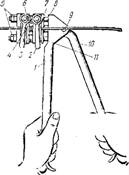
1 — левая неподвижная ручка, 2 — ручка зажима, 3 — зажимная разъемная плашка, 4 — возвратная пружина, 5 — регулирующие гайки, 6 — неподвижный зажим, 7 — подвижный зажим, 8 – шток, 9 — ось поворотной ручки, 10 — правая поворотная ручка, 11 — корпус клещей
Рисунок 2 - Ручные сварочные клещи КС-6
Медно-алюминиевый переходник приваривают к концам алюминиевой обмотки за одну осадку. Ручки клещей 1 и 10 сближаются до упора, формируется сварной стык и отсекается грат.
Алюминиевые и медные переходники сечением до 50 мм2 сваривают на пневматической сварочной машине МСХС-8 (рисунок 3), работающей от сжатого воздуха. Осадочное усилие через систему рычагов 6 передается на сварочную головку. Провода зажимают вручную при помощи эксцентриков 3. Для облегчения перемещения машину устанавливают на устойчивом передвижном столе.
1 — цилиндр, 2 — замок, 3 — эксцентрик, 4 - плашка, 5 — стенка, 6 - рычаг
Рисунок 3 - Сварочная машина МСХС-8
Провода отрезают на специальном приспособлении или ножницами, причем плоскость среза должна быть перпендикулярна оси провода и профиль сечения не должен искажаться. После этого конец провода обезжиривают промывкой в бензине или ацетоне. Концы медных и алюминиевых проводов перед сваркой зачищают драчевым напильником, предварительно промытым бензином или ацетоном, причем каждую сторону напильника применяют только для одного металла. На зачищенные торцы проводов не должны попадать грязь, влага, масло, поэтому их нельзя касаться руками.
Переходники из провода сечением до 220 мм2 выполняют на сварочной машине МСХС-35 (рисунок 4). Сменными шайбами 6 регулируют зазор между рабочими торцами зажимных губок (максимальный зазор должен быть не больше двух диаметров свариваемого провода). Медный провод зажимают в неподвижную пару зажимных губок, а алюминиевый — в подвижную. Провода должны соприкасаться между собой с равным вылетом. На торцы проводов с помощью рычага 7 гидрораспределителя механизма осадки подается рабочее давление до соприкосновения зажимных губок (манометр 3 покажет усилие сжатия). Затем снимают осевое давление, освобождают медный провод, разводят зажимные губки в исходное положение с помощью рычагов 11 и 12 гидравлических клапанов и освобождают алюминиевый провод.
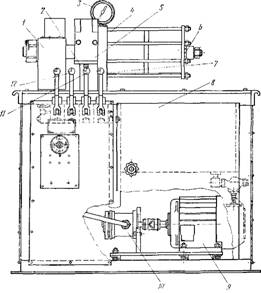
1 — подвижная плита, 2 — неподвижная плита, 3 — манометр, 4 — цилиндр осадочного механизма, 5 — резак для подготовки проводов к сварке, 6 — сменная шайба, 7 — рычаг золотникового парораспределителя, 8 — бак с маслом, 9 — электродвигатель, 10 — гидравлический насос, 11 — рычаг гидравлического клапана правого зажима, 12 — рычаг гидравлического клапана левого зажима
Рисунок 4 - Сварочная машина МСХС-35
Для вторичной и окончательной осадки устанавливают сварной шов отвода посередине рабочей части зажимных губок, зажимают с помощью тех же рычагов и включают осевое давление. Металл осаживается до соприкосновения торцов зажимных губок. Закончив сварку, снимают давление, разводят зажимные губки в исходное положение и вынимают заготовку отвода из машины. Грат снимают с помощью приспособления. Качество сварки выборочно контролируют на образцах путем загиба на 90°.
Холодную сварку алюминиевых шин с медным сечением до 1500 мм2 выполняют на мощных сварочных машинах МСХС-80 и МСХС-120.
В ряде конструкций трансформаторов обмотки НН выполняют из алюминиевых проводов, а отводы — из алюминиевой шины. Алюминиевую шину в месте контакта с медной шпилькой ввода армируют медной лентой для создания контакта медь — медь. Армирование выполняют методом холодной сварки па пневмогидравлическом прессе МХСА-50 (рисунок 5). Алюминиевую шину и медную ленту толщиной 1 мм, предварительно гальванически луженую, отрезают заданной длины. Конец алюминиевой шины и медную ленту тщательно зачищают. Зачищенный конец алюминиевой шины с торца огибают медной лентой и вставляют в гнездо штампа, установленного на прессе, согласно заданным размерам шины. Включают пресс и пуансоны штампа сверху и снизу производят холодную сварку медной ленты с алюминиевой шиной. Точки холодной сварки располагают по краям пластины (рисунок 6), так как в центре ее штампуют отверстие для прохода шпильки ввода. Качество сварки выборочно проверяют разрывом.

1 - станина, 2 — рабочая головка, 3 - штамп для холодной сварки, 4 — манометр
Рисунок 5 - Пресс МСХЛ-50 для холодной сварки

1 - алюминиевая шинка, 2 — медная лента, 3 — точки холодной сварки
Рисунок 6 - Отвод НН