
Перед монтажом разъединителей тщательно проверяют все основные детали, их взаимодействие и при необходимости ремонтируют их. Большое внимание уделяют проверке контактных поверхностей, которые не должны иметь вмятин, раковин и окислившихся участков. В случае крупных дефектов контакты обрабатывают для придания им чистой и гладкой поверхности. Контакты разъединителя должны замыкаться мягко, плавно и без ударов. Плавности включения и правильности взаимного расположения контактов достигают, перемещая их на опорных изоляторах с последующим надежным закреплением в нужном положении.
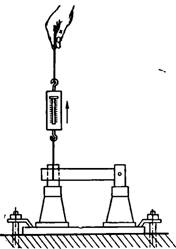
Рис. 2. Определение давления в контактах разъединителя
После этого проверяют и регулируют угол поворота ножей, который должен соответствовать заводским данным. При этом следует тщательно проверить одновременность включения всех трех фаз трехполюсного разъединителя.
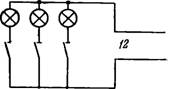
Рис. 1. Схема проверки одновременности замыкания контактов разъединителя
Для этого собирают схему (рис. 1), подают на нее напряжение. 12 В и медленно поворачивают вал разъединителя, пока не загорится одна из лампочек, сигнализирующая о том, что в данной фазе произошло замыкание контактов. Затем вращение вала прекращают и измеряют расстояние между незамкнувшимися контактами двух других фаз:
оно не должно превышать 3 мм. При больших расстояниях необходимо дополнительно отрегулировать контакты.
При ревизии проверяют также давление в контактах, необходим мое для их нормальной работы, которое приводится в заводских или справочных данных. Для этого (рис. 2) к ножам включенного разъединителя присоединяют динамометр и измеряют усилие, необходимое для их вытягивания из неподвижных контактов.

Рис. 3. Установка разъединителя и привода
Плотность прилегания контактов проверяют щупом шириной 10 мм и толщиной 0,05 мм, который должен входить в зазор между контактами не более чем на 5 мм.
Совместно с разъединителем ревизии подвергают привод (проверяют его комплектность и правильное взаимодействие всех подвижных частей).
Способ крепления разъединителя выбирают в зависимости от конструкции РУ. На металлоконструкциях, а также в случаях, когда толщина стен невелика, разъединители крепят болтами, закрепленными на металлическом основании, или сквозными болтами, установленными в стене. При большой толщине кирпичных и бетонных стен используют крепежные штыри или стальные опорные конструкции. Монтажные работы начинают с разметки мест установки разъединителя и привода. Затем разъединитель поднимают к месту установки, временно закрепляют на нем, проверяют правильность разметки по уровню и отвесу и в случае необходимости корректируют положение аппарата. Когда достигнуто правильное положение разъединителя, окончательно затягивают крепежные болты (рекомендуется затягивать их поочередно и в первую очередь те, которые расположены по диагонали). Для того чтобы не было перекоса рамы разъединителя при затяжке болтов вручную, проверяют, свободно ли поворачивается вал, и если это необходимо, под раму в нужных местах подкладывают стальные прокладки.
Одновременно с разъединителем монтируют привод, устанавливаемый на той же стене ниже разъединителя или на переднем ограждении РУ (рис. 3). Разъединитель с приводом 1 соединяют трубчатой тягой 5 (диаметром 0.75). Для этого разъединитель и привод устанавливают в одинаковое положение (например, «отключено»), на концах тяги закрепляют регулировочные вилки 4 и с их помощью закрепляют тягу на рычагах 3 обоих аппаратов. После этого производят их совместную регулировку. При установке рукоятки привода в положение «включено» угол поворота ножей разъединителя должен соответствовать заводским данным, причем между ножами и упором должен оставаться зазор 3...5 мм. Если угол поворота ножей отличается от заводских данных, то с помощью регулировочных вилок изменяют длину тяги, а при значительных расхождениях используют другое отверстие в секторном рычаге 2 привода. После регулировки производят многократное включение и отключение разъединителя и, если все элементы системы работают нормально, рычаг и вал разъединителя засверливают и закрепляют штифтом диаметром 6 мм.