Сборку стержневых шихтованных магнитопроводов всех типов для мощных силовых трансформаторов производят на тех же приспособлениях, на которых производилась их кантовка в горизонтальное положение и разборка. Бели разборка магнитопровода начиналась со стороны ВН, то сборку начинают со стороны НН, т. е. магнитопровод после сборки должен находиться в том же положении, в котором был до разборки.
Сборку магнитопровода начинают с установки на приспособление ярмовых балок нижнего и верхнего ярм (например, стороны НН), строго выдерживая определенное расстояние между ними. При сборке на металлических кантователях 1 (рис. 1) ярмовую балку нижнего ярма располагают на расстоянии 100—120 мм от вертикальной полки коротких полозьев. Это необходимо для того, чтобы после сборки магнитопровода можно было прочно заклинить между нижним ярмом и полками коротких полозьев деревянные брусья 4, которые служат опорой при кантовке магнитопровода в вертикальное положение.
Ярмовые балки 2 (рис. 1) должны иметь прочную опору на приспособлении. В большинстве случаев из-за сложной конфигурации ярмовых балок недостаточно обеспечивается их устойчивость на полозьях кантователя, поэтому ярмовые балки размещают на трех-четырех деревянных подкладках 7. Высоту подкладок выбирают такой, чтобы плоскость ярмовых балок совпадала с плоскостью продольных установочных швеллеров 3.
На ярмовых балках раскладывают рейками вверх комплект изоляционных прокладок 6. Все продольные 3 и поперечные опорные швеллеры 4 устанавливают в том же положении, в котором они находились при разборке. Разместив накладки стержней с изоляцией и проверив правильность и симметричность расположения ярмовых балок, совпадение плоскостей изоляционных прокладок с изоляцией стальных накладок стержней, уложенных на продольных швеллерах, приступают к укладке позиций пластин стержней и ярм. Для предохранения от прогиба в случае возможной опрессовки собранного магнитопровода грузом между полозьями кантователя, под поперечными швеллерами, заранее выкладывают вымостки из шпал, брусьев и т. п.
Шихтовку магнитопровода силового трансформатора начинают с первого пакета нижнего ярма, пользуясь эскизом расположения пластин стали, снятым при разборке магнитопровода. Укладку начинает бригадир или старший рабочий, который укладывает пластины нижнего ярма и половину пластин среднего стержня. Затем остальные рабочие укладывают пластины крайних стержней, верхнего ярма и второй половины среднего стержня той же позиции. Укладку всех остальных позиций до конца сборки производят в том же порядке. В процессе сборки измеряют толщину собранных пакетов штангенциркулем, предварительно стягивая измеряемый пакет струбциной.
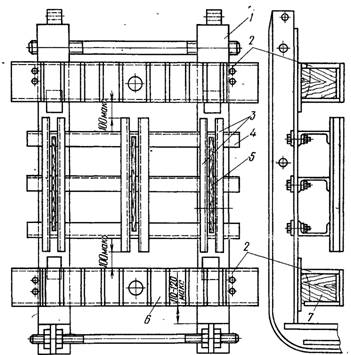
Рис. 1. Кантователь (сани), подготовленный к сборке магнитопровода:
1 — кантователь, 2 — ярмовые балки, 3 — продольные установочные швеллеры, 4 — поперечный опорный швеллер, 5 — деревянная подкладка для опоры контрольных оправок, 6 — ярмовая изоляционная прокладка (мост), 7 — опорная деревянная подкладка под ярмовыми балками
При сборке магнитопроводов шпилечной конструкции после укладки первого пакета устанавливают стальные контрольные оправки. Предварительно в отверстия ярмовых балок вставляют центрирующие втулки и подставляют подкладки 5 (рис. 1), удерживающие оправки. Контрольные оправки 1 (рис. 2, а) в отверстиях стержней 2 расставляют в шахматном порядке, чтобы каждая пластина надевалась на две-три оправки. Собранный первый пакет магнитопровода тщательно выравнивают легкими ударами медной подбойки, ликвидируя образовавшиеся зазоры в стыках и перекрытие кромок пластин.
После выравнивания пакетов по величинам зазоров или нахлестов пластин, если они получаются, определяют правильность расположения ярмовых балок. При наличии перекосов ярмовые балки верхнего и нижнего ярм выравнивают легкими ударами кувалды через деревянную подкладку, добиваясь их параллельности. При необходимости дополнительно подправляют торцовые поверхности пластин, набранных в первом пакете магнитопровода, как указано выше. Независимо от этого дополнительно проверяют правильность формы магнитопровода, измеряя собранные пакеты магнитопровода по диагоналям с угла на угол рулеткой или метром. После окончания проверки вставляют заземления на нижней и верхней ярмовых балках стороны НН, расположив их в соответствии с заводским исполнением, и начинают сборку второго пакета.
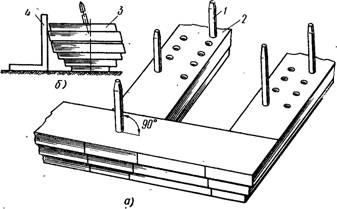
Рис. 2. Сборка магнитопровода с контрольными оправками:
а — примерная схема расположения оправок, б — контроль укладки пластин с помощью угольника
В процессе сборки проверяют вертикальность оправок и не завалены ли они в стороны. Обычно проверку производят «на глаз» — по совпадению рядов оправок и величине зазоров в стыках между пластинами. На отечественных заводах величина зазоров в стыках пластин и гребешки (выступы с наружной стороны) допускаются до 1,5 мм; нахлестов пластин не должно быть.
Тщательно следя за величиной зазоров в стыках пластин и вертикальностью контрольных оправок, собирают второй и остальные пакеты до масляного канала. В процессе сборки контрольные оправки иногда смещаются в стороны; обычно это происходит, когда пластины укладывают небрежно, рассчитывая, что впоследствии
их можно будет выправить. Такая небрежность неизбежно приводит к перекосам всего собранного магнитопровода (рис. 2, б). При «набрасывании» пластин на оправки нарушается в результате ударов вертикальное положение оправок и, действуя как рычаг, они смещают нижние, уже набранные и выровненные пакеты. Поэтому при сборке магнитопровода пластины осторожно надевают на оправки. Через каждые 10—12 мм пластины выравнивают подбойкой; «Заедание» оправок в отверстиях устраняют периодически, поворачивая оправки или, в крайнем случае, легко ударяя молотком по ним.
Укладку пластин 3 (рис. 2, б) контролируют с помощью угольника 4, проверяя, нет ли завалов. Для этого на приспособлении в нескольких местах подготавливают контрольные площадки, которые служат базами для установки контрольного угольника. Горизонтальность этих площадок заранее проверяют уровнем. Такие ровные места всегда можно найти на приспособлении; если их нет, устанавливают по уровню специальные контрольные плиты.
Правильность укладки пластин характеризуется величиной и равномерностью зазоров в стыках, поэтому после укладки очередного пакета проверяют эти зазоры. Зазоры во всех стыках стержней и ярм должны быть равномерными, одинаковыми и не превышать величин, предусмотренных заводом-изготовителем.
Установку прокладок масляного канала производят согласно эскизу, составленному при разборке магнитопровода. Прежде чем продолжать дальнейшую сборку, еще раз тщательно проверяют, нет ли завалов в собранных пакетах, а также правильность установки прокладок масляных каналов по расположению приваренных прутков. После этого приступают к сборке остальных пакетов магнитопровода.
В процессе сборки следят за совпадением отверстий в ярмовых балках с отверстиями в пакетах ярма, так как вследствие хотя и легких, но частых ударов подбойками при выравнивании пакетов может произойти некоторое смещение ярмовых балок. В случае смещения ярмовую балку ставят на место легкими ударами кувалды. В дальнейшем также следят за тем, чтобы прокладки масляных каналов были установлены в строгом соответствии с заводским исполнением.
Перед сборкой центральных пакетов стержней магнитопровода подкладывают под пакеты с обеих сторон вдоль каждого стержня подкладки 5, предупреждающие свисание собираемых пакетов, а по углам магнитопровода устанавливают ступенчатые деревянные бруски, снятые при разборке (на рисунке не показаны). Для предупреждения свисания пакетов применяют швеллеры, деревянные брусья, рейки. Высоту их регулируют электрокартонными полосами.
После сборки центрального пакета оправки поднимают, насколько это требуется. Для создания опоры оправкам в новом положении в щель масляного канала просовывают электрокартонные полоски, перекрывая таким образом отверстия и создавая им новую опору. После окончания сборки центрального пакета магнитопровода проверяют соосность всех уложенных пакетов, измеряя размеры уступов пакетов (5 и на рис. 3, а) и толщины набранных пакетов.
Окончив сборку, на верх последнего пакета стержней укладывают электрокартонные и стальные крепежные пластины. После этого вставляют в отверстия стержней стяжные шпильки короткой резьбовой частью вниз. На шпильки предварительно надевают бакелитовые трубки, электрокартонные и стальные шайбы, верхние гайки. Если стяжные шпильки вышли с обратной стороны стержней, на них надевают снизу электрокартонные и металлические шайбы и навертывают гайки. Если шпильки оказались короткими, то сначала стержни опрессовывают временными удлиненными шпильками. Если есть необходимость, на стержни поочередно накладывают груз массой 10—15 г, чтобы концы шпилек вышли из отверстий, а затем устанавливают шайбы и гайки.
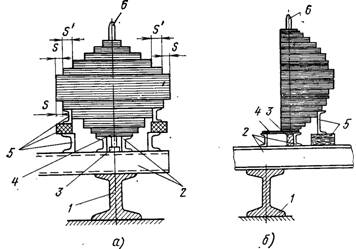
Рис. 3. Установка опорных подкладок под пакеты стержней при сборке магнитопровода:
а — однорамного, б — двухрамного; 1 — кантователь, 2 — устаночные и поперечные опорные швеллеры, 3 — опора для контрольных оправок, 4 — стальные прессующие накладки с электрокартонной изоляцией, 5 — подкладки под пакеты, 6 — оправка
После этого временные технологические шпильки или груз снимают и, установив постоянные шпильки, окончательно затягивают гайки торцовым ключом. Затягивают верхние гайки, придерживая нижние специальным зайковым ключом. Затяжку начинают с середины стержня и производят в обе стороны равномерно. Если образуются вспучивания, волнистость, щели, их устраняют, ослабляя и подтягивая соответствующие гайки стяжных шпилек.
В процессе затяжки стержней вставляют в пазы прямоугольной просечки «а торцовых поверхностях ярм электрокартонные коробки. В коробки в свою очередь вставляют стальные прессующие «планки и временно закрепляют их снизу через отверстия в ярмовых балках болтами, предварительно поставив под болты замковые пластины. Затем вынимают ярмовые оправки, укладывают на ярма комплект изоляционных прокладок рейками вниз, на прокладки кладут ярмовые балки и приступают к прессовке ярм.
Прессовку каждого ярма производят равномерно. Если стяжные шпильки окажутся короткими, вставляют по концам ярмовых балок в специальные технологические отверстия временные удлиненные шпильки и равномерно, прессуют ярма. В крайнем случае дополнительно подпрессовывают ярма грузом 10—15 г, осторожно положив его на середину ярмовой балки. После того как слегка затянут гайки стяжных щпилек ярм, вновь проверяют правильность установки ярмовых бадок. При обнаружении перекосов выравнивают балки и окончательно затягивают постоянные стяжные шпильки ярм и болты прессующих брусьев. Затяжку производят равномерно, переходя от средней шпильки к болтам прессующих брусьев.
Груз для подпреосовки стержней и ярм применяют только в том случае, если другие способы оказывается недостаточно эффективными. При установке и снятии груза могут сместиться пакеты, особенно у бесшпилечных магнитопроводов, поэтому подпрессовку грузом стержней и ярм при сборке магнитопроводов бесшпилечной конструкции не производят.
Затяжку гаек до номинальной толщины стержней и ярм производят гаечным ключом, не применяя рычаги и лишние усилия. Очередность и степень затяжки определяются производственными навыками, которыми должен обладать каждый квалифицированный слесарь.
Окончив затяжку стержней и ярм, измеряют электрические сопротивления изоляции пластин в собранном магнитопроводе. Завершают сборку магнитопровода дальнейшей его комплектовкой. Верхние и нижние ярмовые балки сторон НН и ВН трансформатора соединяют планками, на нижние ярмовые балки укрепляют раскосы 6. Под головки болтов ставят замковые пластины с шайбами. Раскосы устанавливают в том случае, если они не мешают кантовке магнитопровода.
Для кантовки магнитопровода в вертикальное положение раскрепляют его деревянными брусьями 4 на кантователе и привязывают тросами 7. Если магнитопровод собирают на балках жесткости, их прочно стягивают шпильками. При необходимости продольные балки приваривают к ярмовым балкам электросваркой. Если ремонтный персонал не имеет достаточного опыта в такелажных работах, кантовку магнитопровода поручают бригаде специалистов-такелажников.
После снятия магнитопровода с приспособления и установки его на пол проверяют сопротивление изоляции стяжных шпилек. Одновременно с этим производят отделку магнитопровода. Подтягивая одни шпильки в стержне и ослабляя другие, окончательно устраняют волнистость стержней. Кроме того, выравнивают изоляционные и стальные шайбы или накладки так, чтобы они располагались симметрично по отношению друг к другу и к шпилькам.
Выступающие длинные концы стяжных шпилек срезают ножовкой заподлицо с гайкой. Образовавшиеся на шпильках острые кромки и заусенцы снимают напильником. Для предохранения гаек от отвинчивания шпильки зачеканивают молотком или раскернивают с гайками в трех-четырех точках.
После отделки магнитопровода проверяют правильность размещения его заземлений, продувают его сжатым воздухом и производят все необходимые испытания: измеряют электрическое сопротивление изоляции пластин активной стали и испытывают электрическую прочность изоляции всех деталей, изолированных от нее, приложением напряжения 2—3 кВ от источника переменного тока промышленной частоты в течение 1 мин.