При восстановительном ремонте магнитопровода силового трансформатора стремятся сохранить толщину пленки изоляции пластин. В противном случае стержни могут оказаться толще или тоньше, чем они были, т. е. окружность, описанная вокруг фигуры стержня, примет эллипсовидную форму.
При перешихтовке магнитопровода иногда на старую пленку накладывают новый слой лаковой изоляции (на каждую пластину или через пластину). В этом случае диаметр стержней может увеличиться на 1—2%. Это учитывают, заранее выясняя, не затруднит ли такое утолщение стержней установку обмоток.
При восстановлении изоляции пластин крупной партии стали целесообразно применять принятый на электромашиностроительных заводах конвейерный метод лакировки и запекания пластин. Этот метод представляет собой единый и непрерывный технологический процесс, при котором обеспечиваются высокая производительность труда и хорошее качество лаковой пленки.
Многие ремонтные заводы и мастерские имеют такие установки, но перевозка пластин стали разобранного магнитопровода в мастерские или на заводы специально для лакировки, особенно на большие расстояния, не всегда целесообразна. При погрузке, разгрузке и перевозке пластин они неизбежно подвергаются деформациям, ударам и тряске, что резко ухудшает магнитные свойства стали, особенно холоднокатаной текстурованной (горячекатаная сталь сейчас для производства трансформаторов не применяется и может встретиться лишь при ремонте старых трансформаторов). Во многих случаях выгоднее соорудить на месте ремонта простую и дешевую конвейерную установку.
Изображенная на рис. 1 конвейерная установка сконструирована для работы в условиях выездных ремонтов. Основными частями установки являются лакировальный станок, т. е. два вращающихся резиновых валика 2 (рис. 1, а), которые смачиваются лаком и между которыми пропускают пластины стали, каркас 7 печи, кирпичная кладка 9, нагревательные элементы 6, роликовая цепь 4 и звездочки 8 с направляющими и промежуточными валиками 5.
Каркас печи обычно изготовляют в виде двух ящиков из тонколистовой стали. В торцах ящиков предусматривают вырезы для цепей конвейера. Иногда каркас сваривают из уголков в виде открытой рамы. Кирпичную кладку размещают в каркасе без связывающего раствора. Нагревательные элементы обычно изготовляют в виде спиралей, навитых из круглой нихромовой проволоки диаметром 2 мм и выше. Примерная схема соединения спиралей в звезду показана на рис. 1, б. В данном случае предусмотрено шесть спиралей, размещенных по всей длине кладки печи. Для хорошего качества запекания лака общая мощность нагревателей должна быть 50—55 кет.
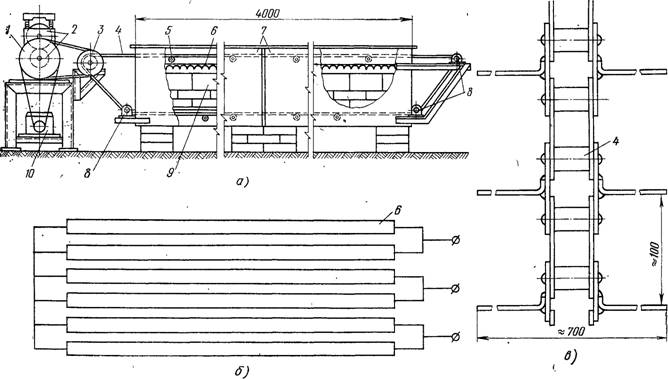
Рис. 1. Конвейерная установка для лакировки и запекания пластин стали: а — общий вид, б —схема соединения в звезду спиралей из нихромовой проволоки, в — приводная цепь; 1 — шкив клиноременной передачи 2 — резиновые валики, 3 — ведомый шкив и звездочка цепной передачи, 4 — роликовая цепь, 5 — промежуточный валик стальной стержень со свободно надетыми отрезками труб), 6 — нагревательные элементы, 7 - каркас печи, 8 — звездочки цепной передачи, 9 — кирпичная кладка, 10 — электродвигатель с редуктором
Для конвейера применяют любые цепи и звездочки, например велосипедные, мотоциклетные, от сельскохозяйственных машин. В простейших установках используют только одну цепь. Чтобы иметь широкое полотно, к пластинам цепи приваривают стальные прутки (рис. 1, в). Для этой цели часто применяют отрезки полосовой стали толщиной 1,5—2 мм и шириной 20—25 мм, предварительно согнув их для жесткости в виде швеллера.

Рис. 2. Лакировальный станок (вид со стороны рабочего места)
1 — патрубок для подсоединения к бачку с лаком, 2 — капельница, 3 — рези новые валики, 4 — ременная передача 5 — электродвигатель с редуктором, 6 — ванночка с лаком, 7 — подставка, 8 — трубка для слива излишков лака
При лакировке применяют лак № 302 или № 202, а в качестве разбавителя — керосин или уайт-спирит. Лак, залитый в бачок лакировального станка (рис. 2), самотеком через патрубок 1 попадает в капельницу 2 (трубку с отверстиями), расположенную вдоль верхнего резинового валика 3. Таким образом происходит смачивание лаком верхнего валика. Излишек лака стекает в ванночку 6, расположенную под нижним валиком, и его нижняя часть постоянно смачивается лаком.
Такая конвейерная установка проста в изготовлении, а также в сборке на месте ремонта магнитопровода. Основные элементы конвейерной установки, например роликовые цепи, звездочки и спирали, могут легко доставляться на место ремонта. Приводной валик цепной передачи, а также клиноременная (цепная) передача должны быть заранее смонтированы на лакировальном станке который также доставляют на место ремонта.
Из временной конвейерной установки неизбежно будут выделяться дым и газы, поэтому ее желательно устанавливать в хорошо вентилируемом помещении или под временным навесом, а в теплую погоду — на открытом воздухе, защитив ее от попадания осадков и пыли. В любом случае необходимо предусмотреть вентиляторы, чтобы отгонять дым и газы в сторону. При работе на конвейерной установке необходимо соблюдать правила техники безопасности.
Лакировку и запекание пластин стали на конвейерной установке производят следующим образом. После предварительного прогрева печи в течение 2—3 чу наладки и регулировки производят пробную лакировку и запекание опытных образцов. При достижении необходимого качества и толщин лаковой пленки приступают к массовой лакировке и запеканию.
Пластины стали, проходя через валики станка, автоматически попадают на движущуюся через печь ленту конвейера. В конце конвейера поток пластин стали с запеченной лаковой пленкой сползает с цепей на специально подставленный стеллаж (верстак), где пластины укладываются стопкой друг на друга. Чтобы пластины укладывались стопкой, необходимо вкладывать их в резиновые валики станка в определенном порядке и в одном и том же месте валиков.
Время прохождения пластин по конвейеру составляет 40— 45 сек. За этом время воспламеняется и сгорает разбавитель (керосин) и запекается лаковая пленка. Охлаждаются пластины водой (душевая установка) или воздухом.
Если смонтированная конвейерная установка не обеспечивает необходимого качества запекания, меняют температуру печи, переключая отпайки в спиралях и дополнительно утепляя верхнюю часть печи, или меняют скорость движения цепей конвейера, подбирая необходимые диаметры шкивов в приводе клиноременной передачи (звездочки в цепной передаче).
В процессе лакировки и запечки контролируют толщину лаковой пленки. Необходимая толщина пленки обеспечивается силой нажатия резиновых валиков и подбором консистенции лака. При восстановительных ремонтах магнитопровода толщина пленки должна быть такой же, какой она была в заводском исполнении. На трансформаторных заводах принята следующая толщина лакового покрытия: при однократной лакировке 0,005±0,002 мм, при двукратной — 0,011 ±0,003 мм, при трехкратной — 0,016±0,004 мм. Пластины, имеющие жаростойкое изоляционное покрытие (типа карлит), допускается дополнительно не лакировать для магнитопроводов трансформаторов мощностью до 32 000 ква. Для магнитопроводов трансформаторов мощностью выше 32 000 ква применяют дополнительную одно- или двукратную лакировку (карлитное покрытие заменяет однократную лакировку).
После лакировки пластины должны иметь равномерную по цвету поверхность, гладкую, блестящую, без наплывов, утолщений и царапин. Допускается подгар лаковой пленки на 5% пластин одного типоразмера; площадь подгара пленки не должна превышать 5% площади пластины. При сборке магнитопровода подгоревшие места на соседних пластинах не должны совпадать. Допускаются наплывы и местные утолщения лака, не выходящие за пределы допусков на толщину изоляционной пленки, допускается видимый след от конвейерной цепи, но он должен быть закрыт слоем лака. После остывания при нажатии пальцем на лаковой пленке не должен оставаться отпечаток.
Контрольное измерение толщины лаковой пленки производят после каждой настройки лакировальной установки и после изменения режима ее работы, но не реже одного раза в смену. Замер производят на пяти выборочно взятых пластинах. Электрическое сопротивление пленки лака измеряют по инструкциям трансформаторных заводов после каждых двух часов работы лакировальной установки. Измерения производят на трех пластинах в 3—5 местах. При давлении электрода на пленку лака 10 кГ/см2 удельное сопротивление изоляции одной пластины должно быть не ниже 120 ом/см2.