Кантование краном — это ответственная и трудоемкая операция, выполнение которой доверяют только опытным, технически подготовленным стропальщикам и крановщикам. Перестановка кантование сложных деталей иногда занимает от нескольких часов до полной смены и более. Поэтому правильная организация и выбор наиболее эффективного способа кантования влияют на повышение производительности труда станочников, на коэффициент использования оборудования. Кантование деталей может выполняться как одним краном, так и двумя спаренными, работающими на одних путях или на разных, в ярус, т. е. друг над другом, что часто встречается в современных высоких цехах.
В процессе переворачивания груза очень важную роль играет положение его центра тяжести. Когда он расположен в пределах площади опоры (рис. 7, а, положение 1), деталь находится в положении покоя. В момент подъема, когда центр тяжести выйдет за пределы опорной поверхности (положение II), деталь переворачивается и падает на другую плоскость (положение III). Следовательно, кантование основано на принудительном смещении центра тяжести груза.
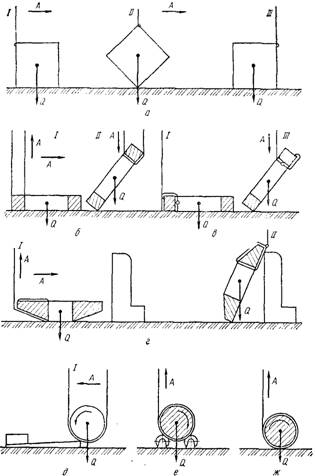
Рис. 7. Кантование грузов на весу:
а — закрепленного в верхней точке; б — простым обхватом в верхней точке; в — крюком в верхней точке; г — высоких и неустойчивых деталей с помощью угольника; д — деталей типа валов, барабанов по наклонной плоскости до упора; г — вращением в роликовых призмах; ж — на плоскости (/—///—позиции кантования)
Кантование можно производить плавно, рывками, ударами. Это зависит от того, в какой точке цепляется груз и за сколько ветвей стропа или за сколько точек груза. Кантование груза, зацепленного в верхней точке (рис. 7, б, в), будет плавным, а зацепленного в нижней части груза (рис. 7, г) с ударом, так как в последнем случае груз ничем не удерживается и опрокидывается свободно. В действительности же при плавном кантовании получаются рывки. Это происходит от того, что при переворачивании детали стропы натягиваются наклонно. В момент опрокидывания груза они ослабевают, а затем снова натягиваются.
При кантовании крупногабаритных деталей амплитуда свободного падения может быть большой, следовательно, рывки могут быть сильными. Ликвидировать их полностью почти невозможно, так как скорость падения груза намного превышает скорость движения механизмов любого крана.
Выбор способа кантования зависит от массы и габаритов груза, его формы, наличия мест захвата и возможностей крепления к стропам. Наиболее распространенными способами являются кантование на весу, на упор и на бросок.
Плавное переворачивание груза называется кантованием на весу, а поворачивание со свободным падением — кантованием на бросок. Последнее несложно, но к широкому применению не рекомендуется, так как связано с опасностью травматизма и возможностью повреждения деталей; Груз переворачивается согласованными движениями крана: подъемом или опусканием крюка, ходом моста или тележки. Непосредственно переворачивание производят движением моста или тележки. Использовать только ход моста следует ограниченно и осторожно, так как грузовые канаты крана при косом натяжении выскакивают из ручьев барабана лебедки, сильно трутся о буртики его, от чего быстро изнашиваются и выходят из строя. Крупные детали типа колец, бандажей, шестерен, шкивов кантуют на весу. Деталь при этом может быть застроплена просто обхватом (рис. 7,6) или крюком (рис. 7, в). В первом случае груз скользит по стропу и сильно перетирает его, во втором случае строп не скользит, а свободно разматывается с груза. Поворачивание круглых деталей типа валов, барабанов при обработке и покраске их производят перекатыванием с помощью крана по наклонной плоскости до упора (рис. 7,(9), вращением в роликовых призмах (рис. 7, е) или просто на плоскости (рис. 7, ж). Во втором случае деталь обматывают несколько раз стропом, конец которого закрепляют на грузе; в третьем — удавкой.
Когда кантуются высокие и неустойчивые детали и если необходима перестроповка, то используют угольники (рис. 7, г), к которым груз прислоняется, приобретая устойчивое положение.
Кантование на упор происходит следующим образом. Деталь краном опускается на край подставки (упор) так, чтобы центр тяжести (рис. 8. а, положение /) пришелся вне опоры. При опускании крюка крана (показано стрелкой А) деталь станет поворачиваться вокруг ребра подставки и кромкой встанет на поверхность площадки (положение II). Если центр тяжести детали окажется за точкой опоры, то при дальнейшем опускании крюка деталь сама встанет на торец. Если же центр тяжести будет слева от точки опоры, то деталь необходимо ставить на торец (положение III) ходом моста или тележки крана. Для облегчения кантования из положения II в положение III деталь необходимо перестроить за точку т.
Кантование на бросок — самый простой способ. Он не вызывает рывков на стропы и кран, но приемлем лишь в том случае, когда переворачиваемая деталь массивна и от удара не деформируется. При кантовании на бросок строп крепят в точке 1 или 2 (рис. 8, б, положение I), обхватывая деталь. Подъемом крюка крана деталь приподнимают от площадки, а движением тележки (положение II) или моста опрокидывают на торец (положение III) или (если нужно) на другой бок (положение IV). Угольник нужен для предохранения детали от переворачивания по инерции.

Рис. 8. Кантование деталей на упор и на бросок:
а — с перестроповкой и подставкой; б — с простым обхватом детали со страховочным угольником; в — на торец с захватом за цапфы с перестроповкой; г — с помощью Г-образного кантовального приспособления
Деталь можно зацепить за цапфы: при кантовании на торец — за левые (рис. 8, в, положения I, II), а при кантовании на другой бок — за нижние, правые (положение 111). Кантуя такие детали «на бросок», следует учитывать, чтобы размер В был всегда меньше размера С; в противном случае стропы и канаты крана испытывают сильный рывок и даже могут порваться. Если размер В окажется больше размера С, то под груз перед кантованием нужно подкладывать соответствующий упор (рис. 8, в, положения III и IV).
Детали, не имеющие мест захвата, трудно обвязываемые стропом (диски, фланцы и т. п), кантуют на бросок с помощью Г-образного приспособления (рис. 8, г), на которое укладывают деталь с помощью клещевого специального захвата или другими средствами. При подъеме крюка приспособление вместе с деталью поворачивается и сбрасывает ее на обратную плоскость.