Процесс получения неразъемного соединения твердых металлов, осуществляемый при использовании междуатомных сил сцепления, называют сваркой. Она является одним из самых высокопроизводительных и экономичных видов механизации электромонтажных операций.
Междуатомное сцепление происходит при расплавлении металлов и последующем остывании (сварка плавлением), а также при сдавливании свариваемых элементов (сварка давлением).
Сварка плавлением имеет универсальное применение, а сварка давлением используется для соединения пластичных металлов — алюминия, меди и др.
При электромонтажных работах и изготовлении конструкций для крепления электрооборудования и прокладки сетей заземления, проводов и кабелей широко используется ручная электродуговая сварка.
В монтажной зоне сварку стали производят вручную на переменном токе штучными электродами марок УОНИ; MP-3; АНО-8; ОММ-5; ЦМ-5 и др.
Питание сварочной цепи осуществляют от передвижных сварочных трансформаторов, которые подключают к сети напряжением 380/220 В. В зависимости от типа трансформатора рабочее напряжение сварочной цепи равно 25—35 В, напряжение холостого хода —60—79 В, пределы регулировки сварочного тока — от 55—60 до 400-700 А.
При сварке на постоянном токе питание сварочной цепи осуществляется от вращающегося преобразователя.
Для работ в монтажной зоне часто применяют сварочный комплект «Малютка», состоящий из сварочного трансформатора СА65 м и выпрямителя ВП-1 на ток 350 А. Масса комплекта — 43 кг.
В электромонтажном производстве при изготовлении в МЭЗ тонколистовых конструкций (лист толщиной 2—3 мм) широкое распространение получила полуавтоматическая электросварка стали в среде защитного углекислого газа (рис. 2.1). По сравнению с ручной сваркой она обеспечивает высокую производительность, хорошее качество швов, небольшое количество шлака. В связи с этим нет необходимости в зачистке швов. Для сварки применяют электродную проволоку марки Св-08ГС или Св-08Г2С диаметром I; 1,2 и 1,6 мм, поставляемую в мотках.
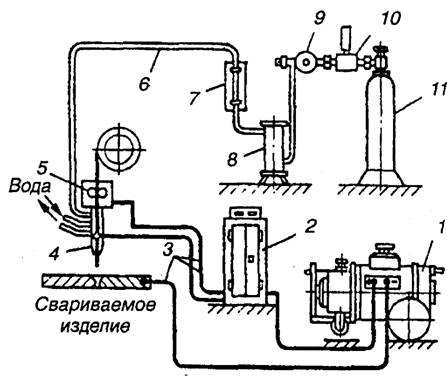
Пост полуавтоматической сварки электродом (в среде защитного газа):
1 — источник тока; 2— шкаф; 3 — кабель; 4 — горелка; 5— механизм подачи электродной проволоки; 6— шланг для газа; ротаметр; 8 — осушитель газа; 9 — газовый редуктор; 10 — подогреватель газа; 11 — баллон с защитным газом
Сварку алюминия в среде аргона производят алюминиевым плавящимся электродом, сварку меди — медным.
Сварку неплавящимся вольфрамовым электродом в среде аргона применяют для соединения алюминия и меди.
Флюс не применяют, так как электрическая дуга горит в среде нейтрального газа, который защищает место сварки от окисления атмосферным воздухом. Технологическая схема показана на рис. 1.
Сварка металлов в среде защитного газа обеспечивает высокую коррозионную стойкость сварных соединений. Полуавтоматическую аргонно-дуговую электросварку плавящимся электродом применяют, например, при изготовлении и монтаже поддерживающих конструкций из алюминиевых немагнитных сплавов для крепления токопроводов, рассчитанных на большие токи.
Этот способ контактных соединений в монтажной зоне выполняют монтажными ранцевыми полуавтоматами ПРМ. Сварку производят на постоянном токе от сварочных вращающихся или статических преобразователей. Кассета со сварочной проволокой и подающий механизм смонтированы в ранце, закрепляемом плечевыми ремнями (масса ранца с катушкой проволоки — 9 кг). Проволока подается к сварочному пистолету через резиновый шланг (масса пистолета — 0,6 кг). При нажатии кнопки на пистолете сначала открывается клапан подачи аргона, затем включается цепь сварочного тока и пускается механизм подачи проволоки.
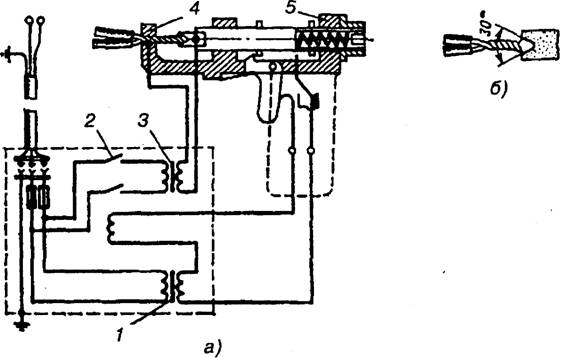
Схема автоматической сварки контактным разогревом алюминиевых жил с применением аппарата ВКЗ:
а — аппарат; б — положение свариваемых жил в угольном электроде; 1 — трансформатор управления; 2 — реле включения; 3 — сварочный трансформатор; ^—держатель свариваемых
проводов; 5—сварочный пистолет
Ручную аргонно-дуговую сварку неплавящимся вольфрамовым электродом осуществляют на переменном токе.
При оконцевании и соединении алюминиевых жил проводов и кабелей широко используют электросварку контактным разогревом. Электросварку соединений и ответвлений алюминиевых однопроволочных жил суммарным сечением в скрутке до 12,5 мм2 выполняют аппаратом ВКЗ без флюса.
Клещами МБ-1 или КУ-1 с концов жил снимают изоляцию на длине 35—40 мм (пластмассовую изоляцию снимают клещами ТК- 1), зачищают их до металлического блеска щеткой из кардоленты или наждачной бумагой и скручивают вместе. Далее аппарат ВКЗ готовят к сварке (рис. 2). Для этого угольный электрод отводят назад и скрученные жилы зажимают губками держателя так, чтобы их торцы упирались в лунку угольного электрода. После этого включают прибор, нажимая на спусковой крючок. Под действием пружины и по мере расплавления торцов жил угольный электрод продвигается вперед и сваривает их.
Сварка автоматически прекращается в момент оплавления соединяемых жил на заданную длину. Место соединения изолируют лентой или полиэтиленовым колпачком.

Схема электросварки контактным разогревом алюминиевых жил в клещах с двумя угольными электродами
В монтажной зоне сварку алюминиевых однопроволочных жил контактным разогревом производят клещами с двумя угольными электродами, подключенными к полюсам обмотки трансформатора с вторичным напряжением 9—12 В (рис. 3). Мощность трансформатора 0,5 кВ • А. Изоляцию предварительно снимают с концов жил на длину 25—30 мм, скрученные жилы располагают вертикально торцами вниз, подводят электроды, сближая их до соприкосновения между собой и скруткой. Расплавленный алюминий на конце скрутки должен образовывать шарик. После остывания места сварных соединений стальной щеткой или наждачной бумагой очищают от шлака и остатков флюса и изолируют описанным выше способом.
Соединение и ответвление многопроволочных жил суммарным сечением 35—240 мм2 осуществляют сплавлением их в монолитный стержень. Для сварки используют трансформатор мощностью до 2 кВ А, с вторичным напряжением 8—9 В. К трансформатору подключают электродержатель с угольным электродом и охладитель; по сечению подбирают соответствующие цилиндрические формы; из алюминиевого прутка сечением 2,5 ч- 4 мм2 заготовляют присадочный пруток. Поверхности соединения тщательно очищают наждачной бумагой и обезжиривают их тряпкой, смоченной в бензине.
Присадочные прутки перед сваркой покрывают слоем флюса. С концов жил снимают изоляцию на длине: 60 мм — при суммарном сечении жил до 50 мм2; 65 мм — при 75 мм2; 72 мм — при 150 мм2; 75 мм — при 240 мм2.
Если к сварке подготовляют жилы кабеля с бумажной пропитанной изоляцией, на изоляцию у ее обреза накладывают нитяной бандаж, затем плоскогубцами ослабляют повив проволок жилы и с их поверхности удаляют маслоканифольный состав тканью, смоченной в бензине. Обработанные жилы располагают вертикально торцами вверх. На жилы надевают разъемную цилиндрическую форму, которую подбирают по суммарному сечению соединяемых жил, но для ближайшего большего сечения. На жилах делают подмотку асбестовым шнуром толщиной 1—1,5 мм так, чтобы сплавляемый конец жил выступал из асбестового бандажа и торец его был вровень с верхним краем формы. Обе половинки формы скрепляют проволочным бандажом или хомутом из тонкой жести. На жилу ставят охладитель между формой и обрезом изоляции.
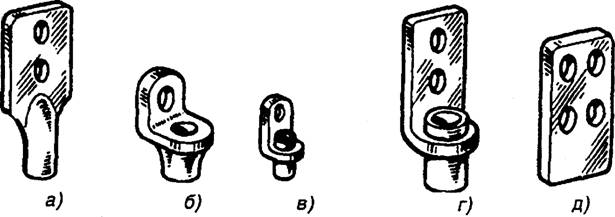
Типы наконечников из алюминиевого сплава: а — ЛС; б— А; в, г —Л; д— пластина из сплава АД31Т1
Торцы жил обмазывают тонким слоем флюса. После этого производят сварку.
При электродуговой сварке в среде защитного газа (аргон) полуавтоматом ПРМ (подача сварочной проволоки автоматизирована, а сварочный пистолет перемещается вручную) используют источник постоянного тока. Обратный сварочный провод (минус) от источника питания присоединяют к контактной лапке охладителя. Режим сварки (напряжение источника питания, время сварки, скорость подачи проволоки) выбирают в зависимости от сечения свариваемых жил.
При сварке кабельный наконечник А (для жил сечением 16— 240 мм2) надевают на жилу и закрепляют его в вертикальном положении. Горелку полуавтомата закрепляют так, чтобы сопло находилось над жилой кабеля. Сварку выполняют нажатием пусковой кнопки на рукоятке горелки. При правильно выбранном режиме зачистка оконцевания после сварки не требуется.
Наконечник А к алюминиевой жиле приваривают также неплавящимся (вольфрамовым) электродом в режиме ручной сварки. Сварочный ток подводят к электрододержателю.
При оконцевании алюминиевых жил сечением 300—1500 мм2 наконечниками ЛA (рис. 4) применяют полуавтоматическую аргонно-дуговую сварку или ручную дуговую сварку неплавящимся угольным электродом. Для образования сварочной ванны используют угольную формующую втулку, которую надевают после установки наконечника на конец жилы.
При всех видах сварки применяют охладители (для предохранения изоляции жил от перегрева), асбестовые экраны (для защиты изоляции от непосредственного действия пламени), флюсы (для удаления пленки оксида алюминия с поверхности свариваемых жил и предохранения алюминия от окисления в процессе сварки). Для сварки используют присадочный металл (сварочную проволоку СвАК5 или СвА5С) или проволоки из повивов жил.