Пластмассовые оболочки кабелей при монтаже сваривают с пластмассовой соединительной трубой (муфтой) с помощью присадочного пластмассового прутка в струе горячего воздуха, который подают специальной пропано-воздушной горелкой. Разогревать пластмассу непосредственно пламенем горелки нельзя, так как высокая температура приводит к разложению пластмассы.
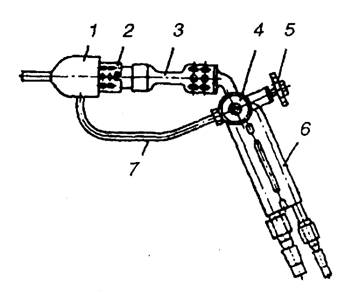
Пропано-воздушная горелка для сварки пластмассовых оболочек:
1 — кожух горелки; 2— нагревательная головка; 3 — диффузор; 4— вентиль для воздуха; 5 — вентиль для пропан-бутана; б — рукоятка; 7— соединительная труба
Допускается нагрев воздуха для полистирола до 120—160°С, полиэтилена—до 140—180°С, поливинилхлорида — до 160—200°С, винипласта — до 220—240°С. Температуру воздуха регулируют вентилями горелки. В процессе сварки присадочный пруток, изготовленный из отходов оболочки кабеля, и свариваемый участок кабеля нагревают одновременно. После размягчения свариваемых поверхностей необходимо слегка прижать к ним присадочной пруток. Свариваемую поверхность сварщик формирует резиновой пластиной размером 80 х 80 х 5 мм. Шов после сварки должен остыть без принудительного охлаждения. Поры и неровности, обнаруженные после охлаждения, заваривают с применением присадочного прутка.