Комплект оборудования для обработки поливинилхлоридных (ПВХ) труб, используемых в качестве защитных для электропроводок систем автоматизации, состоит из двух установок: для изготовления раструбов и для нагрева заготовок поворотных колен.
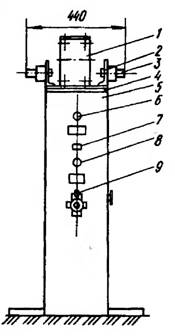
Установка для изготовления раструбов на поливинилхлоридных трубах:
1 - нагревательная головка; 2 - кронштейн; 3 - дорн; 4 - асбоцементная плита; 5 - коммутационный шкаф; 6, 8 — сигнальная арматура; 7 - пакетный выключатель; 9 — датчик-реле температуры
Установка для изготовления раструбов представляет собой электронагревательную печь, предназначенную для нагрева концов ПВХ труб с наружным диаметром 20, 25, 32, 40 и 50 мм и формирования раструбов на разогретых участках с помощью дорнов. Нагрев производится до температуры, при котором материал труб переходит в пластичное состояние, но еще сохраняет свою форму даже при приложении небольших усилий. Установка состоит из нагревательной головки 1 со стержнями, коммутационного шкафа 5 с вмонтированными в него приборами управления и пусковой аппаратурой, кронштейнов 2 с дорнами 3 для формирования раструбов.
Нагревательная головка выполнена из двух стальных плит с закрепленными в них металлическими стержнями, на которых происходит разогрев концов труб. На плитах установлены два трубчатых электронагревательных элемента мощностью по 0,5 кВт, обеспечивающие нагрев плит и стержней до требуемой температуры. Температура нагрева поддерживается в заданных пределах автоматически с помощью терморегулятора. Кронштейны с дорнами расположены с двух сторон от нагревательной головки. Это позволяет вести одновременно разогрев концов труб и изготовление раструбов на трех трубах каждого типоразмера.
Нагревательная головка со стержнями, кронштейнами и дорнами отделена от коммутационного шкафа изолирующей асбоцементной плитой 4.
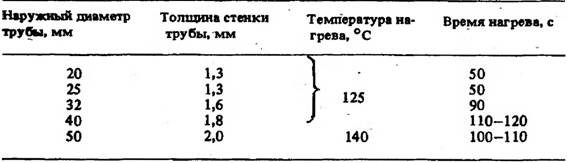
Раструбы формируются без механической обработки и снятия стружки после равномерного нагрева концов ПВХ труб до заданной температуры, при которой материал труб размягчается, переходит в пластичное состояние и приобретает способность к растяжению. Равномерный двусторонний нагрев участков формирования раструбов производится на электропечи путем надевания концов труб на стержни нагревательной головки. Температура и время нагрева каждого типоразмера труб зависят от материала, размеров труб и температуры окружающего воздуха. В табл. 1 приведены экспериментальные данные по режимам нагрева труб при температуре окружающего воздуха 20 °С.
Таблица 1. Режимы нагрева ПВХ труб при изготовлении раструбов
Наружный диаметр трубы, мм | Толщина стенки трубы, мм | Температура нагрева, 0 С | Время нагрева, с |
20 | 1,3 | 125 | 20-25 |
25 | 1,3 | 20-25 | |
32 | 1,6 | 30-35 | |
40 | 1,8 | 30-35 | |
50 | 2 | 40-45 |
Если труба будет нагреваться более продолжительное время, то может произойти разложение поливинилхлорида — возникновение на поверхности трубы многочисленных пузырей, прожогов и т.д.
Формирование раструбов производится надвиганием разогретых труб на дорны соответствующих размеров. В течение 20—30 с трубы выдерживаются на дорнах и охлаждаются, приобретая необходимую форму, после этого их снимают с установки.
Установка для нагрева заготовок поворотных колен также представляет собой электропечь. Нагрев заготовок производится до температуры, при которой материал труб переходит в пластичное состояние, допускающее изгибание труб в специальных приспособлениях — шаблонах на требуемый угол поворота.
.Установка состоит из камеры нагрева заготовок и коммутационного шкафа с приборами управления и пусковой аппаратурой. Нагрев воздуха в камере осуществляется с помощью шести трубчатых электронагревателей мощностью по 0,63 кВт, установленных вверху и внизу камеры. Над верхними и под нижними электронагревателями установлены стальные термоотражатели, направляющие теплоту в зону размещения заготовок.
Внутри камеры пластмассовые заготовки труб укладываются на специальную проволочную сетку, обеспечивающую свободный доступ к ним нагретого воздуха. Температура в камере поддерживается в заданных пределах автоматически с помощью терморегулятора. Время нагрева определяется необходимостью равномерного прогрева заготовок до требуемой температуры.
Температура и время нагрева заготовок в зависимости от размеров труб, полученные опытным путем при температуре окружающего воздуха +20 °С, приведены в табл. 2.
Для равномерного прогрева трубы в печи следует периодически вращать. Разогретую заготовку изгибают в соответствующем металлическом шаблоне. С целью предотвращения образования складок (гофра) на изгибах труб диаметром 32 мм и более перед изгибанием внутрь трубы следует вставлять термостойкий гибкий сердечник (спиральную пружину, шланг из термостойкой резины и т.п.), наружный диаметр которого на 1-2 мм меньше внутреннего диаметра трубы. После изгибания поворотное колено вместе с шаблоном охлаждают в ванне с водой. После охлаждения готовое колено укладывают в транспортную тару.
Таблица 2. Режимы нагрева ПВХ труб при изготовлении колен
Изготовленные поворотные колена на изогнутой части трубы не должны иметь складок, трещин и других дефектов. Овальность сечения труб в местах изгиба (отношение разности наибольшего и наименьшего наружных диаметров изогнутой трубы к наружному диаметру трубы до изгибания) допускается не более 10%.