Сборка.
Технологический процесс, при котором последовательным выполнением операций соединения готовых деталей создается сборочная единица или готовое изделие, отвечающее определенным техническим требованиям или стандартам, называется сборкой.
Сборку, объектом которой является готовое изделие в целом, например электрическая машина, называют общей. Общая сборка — завершающий этап ремонта электрической машины, в процессе которого соединяют ротор со статором при- помощи подшипниковых. щитов с подшипниками и собирают остальные детали машины. Как правило, общая сборка любой машины ведется в последовательности, обратной разборке.
Особенность работы электрослесаря по ремонту электрических машин заключается в том, что ему чаще всего приходится полностью разбирать и собирать электрические машины различных конструкций, в то время как слесарь-сборщик на электромашиностроительном заводе собирает только отдельные детали машины или машины одной серии. Поэтому у электрослесаря-ремонтника должны быть выработаны навыки, необходимые для самостоятельного выполнения всех сборочных операций.

Рис. 157. Асинхронный электродвигатель АК-92
Перед сборкой машины убеждаются, что все ее детали и сборочные единицы очищены, промыты, отремонтированы и испытаны. Сборку машины надо выполнять так, чтобы не повредить обмотки, коллектор, щеткодержатели, щеточный аппарат, смазочные кольца подшипников скольжения и другие детали машины. При сборке кроме обычных инструментов применяют специальные инструменты и приспособления, облегчающие выполнение отдельных операций сборки и повышающие производительность труда ремонтного персонала, — торцевые ключи, гайковерты, а также электрифицированный и пневматический инструмент.
N Сборку машины ведут в такой последовательности, чтобы каждая устанавливаемая деталь постепенно приближала ее к собранному состоянию и в то же время не вызывала необходимости переделок и повторения операции.
Технологическая последовательность выполнения основных сборочных работ и содержание производимых при этом операций приведены ниже на примере сборки наиболее распространенных электрических машин — асинхронного двигателя с фазным ротором серии АК и машины постоянного тока серии П.
Сборку асинхронного электродвигателя АК-92 (рис. 157) и близких ему по конструкции электрических машин других типов (АК2, 4А) производят в такой последовательности. Промывают роликоподшипник 4, нагревают его внутреннее кольцо с роликами и сепаратором в масляной ванне
или индукционным методом до температуры 90 °С, надевают на вал крышку 5 переднего подшипника и насаживают нагретое внутреннее кольцо подшипника. Надевают на вал крышку заднего подшипника. Промывают подшипник 10, нагревают, его до 90 °С и насаживают на вал. Затем надевают на вал крышку 13 подшипника. Насаживают на вал -контактные кольца 14 и соединяют их с выводами обмотки ротора.
Вкладывают лист тонкого картона в расточку статора, вставляют вручную ротор в статор, после чего, приподняв ротор за концы вала, вынимают из расточки лист картона. Вставляют наружное кольцо роликоподшипника 4 в расточку подшипникового щита 6 и надвигают щит на подшипник, ориентируя его по шпильке, ввернутой в крышку 5 подшипника.
Приподнимают ротор за конец вала, вводят борт щита 6 в расточку отверстия станины 7 и ввертывают болты 7, не затягивая их окончательно. Надевают подшипниковый щит 8 на шарикоподшипник 10, ориентируя его по шпильке, ввернутой в крышку 9.
Приподнимают ротор за контактные кольца, вводят борт щита 8 в отверстие станины 7 и ввертывают болты 7, не затягивая их окончательно, а затем проверяют легкость вращения ротора, регулируя затяжку болтов, крепящих подшипниковые щиты к станине машины.
Закладывают в подшипники консистентную смазку. Надевают на вал крышку 3 и ввертывают два болта 2, подтягивая их равномерно, чтобы крышка 5 вошла в расточку щита 6 без перекосов. Вывертывают шпильку из крышки 5 и ввертывают третий болт 2.
Подводят крышку 13 вплотную к шарикоподшипнику 10, надевают чашку 77, ориентируя ее по шпильке, ввернутой в крышку 9. Ввертывают два болта (на рисунке они не показаны), крепящие чашку 77, подтягивая их равномерно, чтобы крышка 9 вошла в расточку подшипникового щита 8 без перекосов. Вывертывают шпильку из крышки- 9 и ввертывают третий болт, крепящий чашку 77.
Проверяют легкость вращения ротора, регулируя затяжку болтов, крепящих крышки подшипников. Опускают щетки на контактные кольца и проверяют их расположение на кольцах. Присоединяют выводные концы 15 к щеткодержателям и закрепляют их в колодке. Надевают колпак контактных колец 14 и запирают его замками 72.
Проверяют легкость вращения ротора и ставят электродвигатель на обкатку. Устанавливают шпонку в шпоночной канавке на конце вала. Сдают электродвигатель мастеру или контролеру ОТК.
Сборку машины постоянного тока П-41 (рис. 158) производят следующим образом. Надевают на главные полюса 75 катушки возбуждения, устанавливают полюса с катушками в станине 16 согласно маркировке, сделанной при разборке, и крепят их болтами. Проверяют шаблоном расстояния между полюсными наконечниками, штихмасом — расстояния между противоположными полюсами.
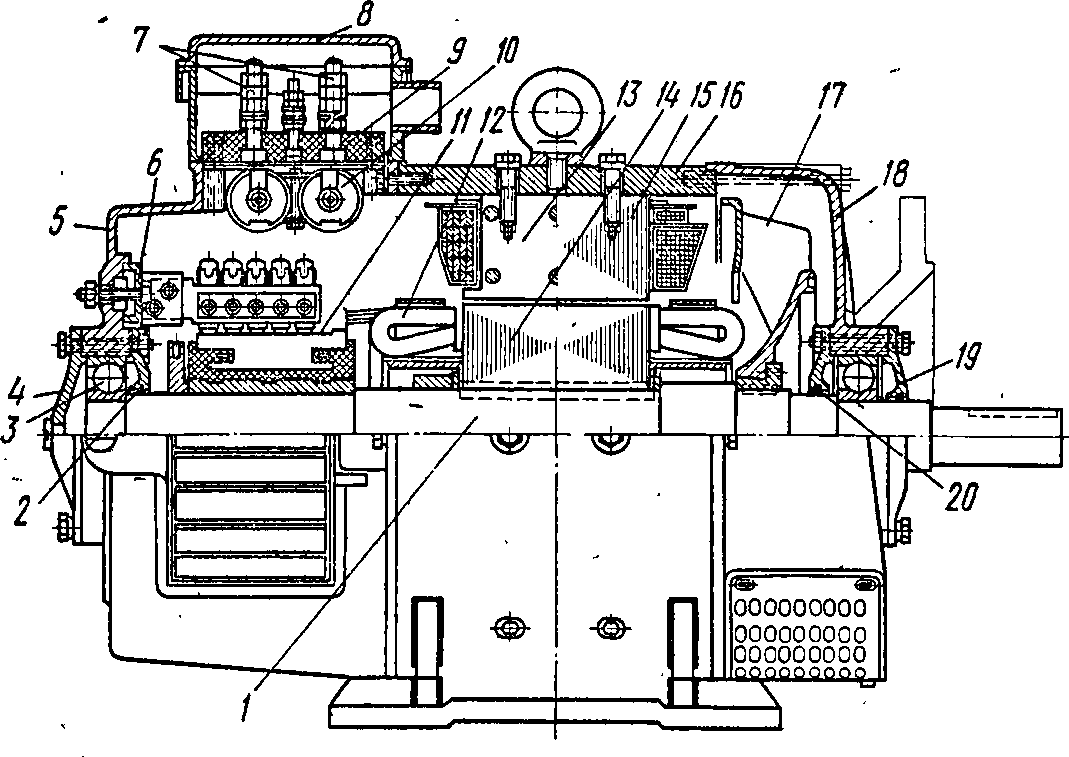
Рис. 158. Машина постоянного тока П-41
Надевают на добавочные полюса 13 катушки, вставляют полюса с катушками в станину 16 согласно маркировке, сделанной при разборке, и крепят их болтами. Проверяют шаблоном расстояния между полюсными наконечниками главных и добавочных полюсов, а штихмасом — расстояния между противоположными добавочными полюсами.
Соединяют катушки главных и добавочных полюсов согласно схеме соединений. Проверяют полярность главных и, добавочных полюсов, а также величину вылета обмотки 12, расположенной в сердечнике 14 якоря.
Насаживают на вал 7 вентилятор 77 согласно пометкам, сделанным при разборке Закладывают консистентную смазку в лабиринтовые канавки. Надевают на вал внутренние крышки 2 и 20 подшипников. Нагревают шарикоподшипники в масляной ванне или индукционным методом и насаживают их на вал с помощью приспособления, Закладывают в подшипники консистентную смазку. Вводят якорь в станину, пользуясь приспособлением.
Собирают траверсу 6 вместе со щеткодержателями на приспособлении и притирают щетки. Привинчивают траверсу со щеткодержателями к подшипниковому щиту 5 и поднимают щетки из гнезд щеткодержателей.
Надвигают на шарикоподшипник задний подшипниковый щит 18, приподнимают якорь за конец вала и надвигают
подшипниковый щит на замок станины. Ввертывают болты подшипникового щита в отверстия торца станины, не затягивая их до отказа.
Надвигают на шарикоподшипник 3 передний подшипниковый щит 5. Приподнимают якорь и вводят подшипниковый щит в замок станины. Ввертывают болты подшипникового щита в отверстия торца станины, не затягивая их до отказа. Проверяют легкость вращения якоря, постепенно затягивая болты подшипниковых щитов.
Надевают крышку 4 шарикоподшипника и стягивают крышки 4 и 2 болтами. Закладывают консистентную смазку в лабиринтовые канавки. Надевают крышку 19 шарикоподшипника и крепят крышки 19 и 20 болтами. Проверяют легкость вращения якоря, вращая его за конец вала.
Опускают щетки на коллектор. Проверяют расстояния между щетками разных пальцев по окружности коллектора и сдвиг щеток по длине коллектора. Проверяют расстояния между коллектором 77 и щеткодержателями.
Собирают зажимы 7 на дощечке 9 в коробке 8 и крепят к ней конденсаторы 10.
Устанавливают собранную дощечку зажимов на переднем подшипниковом щите 5.
Производят электрические соединения согласно схеме. Проверяют щупами расстояния между якорем и полюсами. Подводят к зажимам провода питания от сети.
Производят пробную обкатку машины. В процессе обкатки проверяют работу щеток и подшипников. Щетки должны работать без искрения, подшипники — без шума. Окончив обкатку, закрывают коллекторные люки крышками. Отсоединяют провода питания и закрывают коробку зажимов крышкой. Сдают собранную машину мастеру или контролеру ОТК!
При выполнении сборочных работ электрослесарь должен помнить, что ротор электродвигателя, удерживаемый в центральном положении магнитным полем статора, должен иметь возможность перемещения («разбега») в осевом направлении. Это необходимо для того, чтобы вал ротора при малейшем смещении не стирал своими заточками торцы подшипников и не вызывал добавочных усилий или трении сопряженных частей машины. Величины осевого разбега, зависящие от мощности машины, должны быть: 2,5 — 4 мм при мощности 10—40 кВт и 4,5 — 6 мм при мощности 50—100 кВт.
Зазоры между активной сталью ротора и статора, измеренные в четырех точках по окружности, должны быть одинаковы. Размеры зазоров в диаметрально противоположных точках ротора и статора асинхронного электродвигателя, а также между серединами главных полюсов и якорем машины постоянного тока не должны отличаться более чем на ±10%. У подшипников скольжения зазор между валом и вкладышем должен быть в пределах, указанных в табл. 8.
Таблица 8. Величины зазоров между валом и вкладышем подшипника скольжения
Диаметр вала, мм. | Зазор, мм, при частоте вращения ротора в минуту | ||
до 1000 | 1000 — 1500 | более 1500 | |
18-30 | 0,04-0,09 | 0,06-0,13 | 0,14 — 0,28 |
40-50 | 0,05-0,11 | 0,08-0,16 | 0,17-0,34 |
60-80 | 0,07-0,14 | 0,09-0,19 | 0,20-0,40 |
90-120 | 0,08-0,16 | 0,12-0,24 | 0,23-0,46 |
Испытания, проверки и измерения. В ремонтной практике встречаются главным образом следующие виды испытаний: до начала ремонта и в процессе его для уточнения характера неисправности; вновь изготовленных деталей машины; собранной после ремонта машины. Общие указания по программе и методике испытаний электрических машин приведены в ГОСТе.
Испытания и проверки собранной после ремонта машины проводят по следующей программе:
проверка сопротивления изоляции всех обмоток относительно корпуса и между ними;
проверка правильности маркировки выводных концов; измерение сопротивления обмоток постоянному току; проверка коэффициента трансформации асинхронных двигателей с фазным ротором;
проведение опыта холостого хода; испытание на повышенную частоту вращения; испытание межвитковой изоляции; испытание электрической прочности изоляции.
В зависимости от характера и объема произведенного ремонта иногда ограничиваются выполнением лишь части перечисленных испытаний. Если испытания проводят до ремонта с целью выявления дефекта, то достаточно провести часть программы испытаний.
Рассмотренные вопросы
Перечислены неисправности асинхронных двигателей с фазным ротором и укажите возможные причины их возникновения.
Как и для чего производят дефектировку ремонтируемых электрических машин?
Какие наиболее характерные повреждения могут быть у электрических машинки как их устраняют?
Названы операции ремонта коллектора и укажете способы их выполнения.
Как осуществляют посадку подшипников качения на вал ротора или якоря?
Какими способами обработки коллектора пользуются при ремонте?
Какие виды сборок вы знаете и чем они отличаются друг от друга?
Расскажите о технологической последовательности выполнения сборки основных сборочных единиц асинхронной машины.