В процессе эксплуатации машин постоянного тока необходимо обращать на них особое внимание, так как выход из строя во многом происходит по вине обслуживающего персонала из-за некачественного ухода или выполнения текущего ремонта.
Надежность машины постоянного тока во многом определяет нормальная работа скользящего контакта, которая, в свою очередь, зависит в основном от состояния рабочей поверхности коллектора.
В процессе эксплуатации в результате трения щеток происходит неравномерный износ рабочей поверхности коллектора, который нарушает ее цилиндрическую форму. При правильной эксплуатации износ коллекторов во время непрерывной работы находится в пределах от 0,1 до 2 мм в год. У коллекторов встречаются следующие неисправности: подгар пластин, замыкание пластин между собой и на корпус, поломка и распайка петушков, оплавление пластин в результате кругового огня на коллекторе и др. При возникновении одного из указанных повреждений машина постоянного тока должна быть остановлена для проведения соответствующего ремонта.
Нажатие отдельных щеток на коллектор не должно отличаться более чем на 10% от среднего значения, иначе через щетки с большим нажатием будет проходить значительно большим ток, чем через все остальные. Это приводит к повышенному их нагреву, а также неравномерному износу коллектора.

Рис. 1. Измерение усилия нажатия на щетку: 1 — коллектор, 2 — палец щеткодержателя, 3 — щетка, 4 — динамометр, 5 — рычажок
Во время работы происходит ослабление нажимных пружин в щеткодержателях. Причиной значительного ослабления может быть ток, проходящий через пружину или плохом контакте наконечников токопроводящих проводов щетки с бракетом или их обрыве. Ток нагревает пружину и приводит к ее отжигу.
Нажатие на щетку 3 (рис. 1), создаваемое пружиной, измеряют динамометром 4, закрепленным за рычажок 5 в том месте, где он давит на щетку. Между щеткой и коллектором 1 прокладывают лист бумаги. Плавно натягивая динамометр за крючок, замечают его показания в момент, когда бумага может быть без усилия вытянута. Оно будет соответствовать нажатию щетки на коллектор, которое должно быть выдержано в пределах, рекомендуемых для данной машины.
Зазор h между щеткодержателем и коллектором влияет на устойчивость щетки. При больших зазорах щетка перекашивается и затрудняется ее скольжение в обойме щеткодержателя. В крупных машинах величину h выдерживают в пределах 2—4 мм, в машинах меньшей мощности — от 1 до 2,5 мм.
Поверхность гнезда у щеткодержателя должна быть ровной и гладкой с едва заметными следами механической обработки. Зазор между щеткой и стенкой обоймы в направлении касательной к поверхности коллектора должен находиться в пределах 0,1—0,25 мм (большие значения для больших размеров щеток). Больший зазор приводит к перекосу щетки и затрудненному перемещению в радиальном направлении, что ухудшает ее контакт с коллектором. Перекос особенно вреден для реверсивных машин, так как при изменении направления вращения щетка наклоняется в противоположную сторону, что приводит к уменьшению ее поверхности прилегания к коллектору. В аксиальном направлении (по оси коллектора) допускается несколько больший люфт щетки в обойме (0,2— 0,5 мм).
Последовательность операций при обработке рабочей поверхности коллектора приведена на рис. 2.
Глубокие подгары, кольцевые канавки, повышенное биение рабочей поверхности устраняют проточкой коллектора, снимая минимальный слой меди, необходимый для получения ровной поверхности. Коллекторы малых и средних машин протачивают на токарных станках, коллекторы крупных машин — при вращении якоря в собственных подшипниках, применяя специальные суппорты, которые устанавливают на траверсе или щите, сняв часть щеткодержателей.

Рис. 2 Последовательность операций при обработке рабочей поверхности коллектора:
1 — обточка, 2 — продороживание, 3, 8 — продувка сжатым воздухом, 4 — снятие фасок, 5 — шлифовка и полировка, 6 — притирка щеток, 7 — чистка ветошью
Высокую чистоту получают окончательной обработкой поверхности алмазными резцами при малой глубине, малых подачах (0,02—0,05 мм/об) п высоких скоростях резания (200—100 м мин). Частота вращения при обработке не должна превышать номинальную частоту вращения машины, якорь должен быть отбалансирован.
После проточки коллектор шлифуют мелкозернистой стеклянной шкуркой и полируют. Для шлифования применяют приспособление, в котором шкурку закрепляют на вогнутой поверхности деревянной колодки. Приспособление устанавливают в суппорте токарного станка и пружиной прижимают колодку к коллектору.
Шлифовку производят также точильным бруском, устанавливая его в суппорте как резец. Этот способ применяют для устранения неглубоких повреждений.
Изоляцию между пластинами по мере износа и проточек коллектора выпиливают (продороживают) на глубину h (рис. 3, а), снимая на краях пластин фаски. Эту операцию выполняют при текущем ремонте специальной пилкой. Глубина продороживания у малых машин составляет от 0.5—0,8 мм, у средних — 1—1.5 мм, у крупных — до 2 мм. Удалять изоляцию на большую глубину недопустимо, так как в глубоких канавках скашивается щеточная пыль, которая может привести к замыканию коллекторных пластин.

Рис. 3. Правильное (а) и неправильное (б) продороживания коллектора
Продороживание необходимо, чтобы обеспечить контакт щетки с коллектором, потому что миканит тверже меди и при износе пластин будет выступать над рабочей поверхностью. Нельзя оставлять миканит у боковых стенок (рис. 3, б), так как контакт щетки с коллектором будет нарушаться при небольшом износе его поверхности.
Переносные устройства для продороживания позволяют механизировать этот трудоемкий процесс. Изоляцию между пластинам» удаляют дисковой фрезой, расположенной в рабочей части 4 (рис. 4, а) устройства. Фреза приводится во вращение электродвигателем 1 с редуктором 6 через карданный или гибкий валик. Кнопка 3 включения и отключения электродвигателя для удобства размещена в правой рукоятке рабочей части, магнитный пускатель 2 — на электродвигателе.
Рабочая часть снабжена метрической шкалой для установки дисковой фрезы в зависимости от толщины коллекторной пластины, а также концентрическим зажимом, позволяющим регулировать глубину продороживания.

Рис. 4. Переносные устройства для продороживания коллекторов с приводом от электродвигателя (а) и с пневматическим приводом (б):
1 — электродвигатель, 2 — магнитный пускатель, 3 — кнопка, 4 — рабочая часть, 5 — карданный валик, 6 — редуктор, 7 — рукоятка, 8 — упоры, 9 — направляющий диск, 10— фреза, 11— пневматическая сверлильная машина, 12 — гайка
Ширина фрезы подбирается в соответствии с толщиной изоляции между коллекторными пластинами.
Перед началом работы электродвигатель заземляют и подключают к сети. С помощью каретки к подвижных опор устанавливают необходимую глубину продороживания и настраивают рабочую часть в соответствии с толщиной коллекторной пластины.
Первую изоляционную прокладку продороживают вручную. Затем, взяв в руки рабочую часть приспособления, ставят ее направляющим ножом в продороженную канавку, включают электродвигатель и перемещают рабочую часть вдоль коллектора, продороживая вторую изоляционную прокладку. Нажимая кнопку, останавливают электродвигатель, устанавливают нож в только что выбранную фрезой канавку и продороживают следующую прокладку.
Переносное устройство в 4 раза снижает затраты труда па продороживаиие коллектора по сравнению с ручным выпиливанием изоляции и намного повышает качество выполнения этой операции, поэтому оно находит широкое применение при ремонте электрических машин.
Продороживаиие с помощью приспособления выполняют в защитных очках, рукава одежды завязывают на кистях рук.

Рис. 5. Станок-полуавтомат для продороживания коллекторов
Фреза должна вращаться по часовой стрелке, если смотреть со стороны левой рукоятки. Направление вращения указано на корпусе устройства. Приступая к работе, надо убедиться в правильности направления вращения фрезы и прочности ее крепления.
Для продороживания применяют также пневматические приспособления. В качестве привода в них может быть использована пневматическая сверлилка 11 (рис. 4, б), которую встраивают непосредственно в рабочую часть приспособления. Карданный валик при такой конструкции отсутствует. Рядом с фрезой 10 на расстоянии, равном толщине пластины, устанавливают направляющий диск 9. Упоры 8 из текстолита придают устойчивое положение приспособлению при движении его вдоль коллектора с помощью рукояток 7. Гайки с накаткой 12 позволяют перемещать упоры для регулировки глубины врезания фрезы. Первую прокладку продороживают вручную, чтобы установить между пластинами направляющий диск.
При большом числе коллекторных пластин трудоемкую операцию по продороживанию в условиях электроремонтного цеха выполняют на специальных станках.
В корпусе передней бабки размещены насосная гидравлическая станция 11 для перемещения головки с фрезой 6, шкаф с электрической и гидравлической аппаратурой, механизм 5 шагового поворота якоря на заданный угол и пульт управления 10.
Фрезерная головка с электромеханическим приводом вращения фрезы закреплена на специальном суппорте, возвратно-поступательное движение которого в горизонтальной плоскости осуществляет гидроцилиндр 8, а в вертикальной — винтовая пара.
Якорь 4 зажимают в центрах 3 станка, перемещая пиноль 2 вращением рукоятки. Фрезу подводят к коллектору, устанавливают заданную глубину продороживания и прорезают первые 7—8 канавок до попадания фиксатора в первый отфрезерованный паз. управляя станком с помощью кнопок на пульте. Затем станок переключают на автоматический режим.
Фрезерная головка станка оснащена специальной механической блокировкой, которая отключает механизм перемещения фрезы вдоль коллекторной пластины в том случае, если фиксирующее устройство не вошло в паз между пластинами. Таким образом, блокировка контролирует поворот якоря на заданный угол и предотвращает зарез пластин коллектора.
Продороживание коллектора сопровождается выделением большого количества мелкой слюдяной пыли и медной стружки, поэтому станок оснащают мощной системой вытяжной вентиляции с циклопом для сборки и сепарации отходов резки. Отсасывающий пылеприемник 7 располагают вблизи фрезы.
Для повышения качества продороживания устанавливают две фрезы на расстоянии друг от друга, равном толщине пластины коллектора. Таким образом, каждая канавка фрезеруется дважды: первая фреза осуществляет грубую обработку, вторая — чистовую.
Продороживание производят до шлифовки и полировки, чтобы не повредить окончательно отделанную поверхность. После продороживания коллектор продувают сжатым воздухом для удаления слюдяной и медной пыли.
Биение рабочей поверхности коллектора не должно превышать норм, установленных заводскими данными. Для коллекторов диаметром до 250 мм обычно допускается максимальное биение 0,02 мм, при ф 300—600 мм — от 0,03 до 0.04 мм. Биение проверяют индикатором часового типа, на конец стержня которого надевают плоский наконечник, чтобы углубления между пластинами не мешали измерениям.
Замыкание коллекторных пластин между собой и на корпус обычно происходит при пробое пли прогорании изоляционных прокладок, манжеты, а также через грязь, металлическую стружку, пыль и капли припоя. Замыкание пластин в доступных для осмотра местах (наружное замыкание) устраняют расчисткой дорожек между пластинами и обработкой оплавленных или обгоревших пластин шабером. Для ликвидации внутренних замыканий требуется частичная или полная разборка коллектора.
Распайка петушков в месте их соединения с обмоткой происходит в результате чрезмерного нагрева якоря при работе машины или из-за некачественной пайки. Пластины, имеющие плохой контакт с обмоткой, темнеют. Для восстановления контакта петушки
(рис. 6, а) пропаивают, нагревая их дуговым паяльником с наконечником 2.
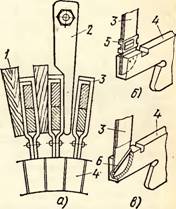
Рис. 6. Пайка (а) и ремонт петушков с помощью скобы (б) и штифта (в):
1 — распорные клинья между петушками, 2 — паяльник, 3 — петушок, 4 — коллекторная пластина, 5 — скоба, 6 — штифт
Отдельные ленточные петушки ломаются в результате механических повреждений при ремонте машины. Массовая поломка может произойти вследствие сильных вибраций или под действием центробежных сил при ослаблении или сползании бандажей, стягивающих лобовую часть обмотки. Хрупкость меди в результате сильного нагрева при пайке может также явиться причиной обрыва петушков; этот дефект характерен при малых толщинах металла.
Метод ремонта поломанных петушков выбирают в зависимости от места излома. Если излом произошел на расстоянии не менее 10 мм от коллекторной пластины, части петушка скрепляют скобой 5 (рис. 6, б), место соединения пропаивают. Отломанный у самой поверхности коллектора петушок заменяют новым.
Для ремонта в этом случае снимают бандаж с лобовых частей обмотки якоря со стороны коллектора и отпаивают петушок от обмотки. Узким крейцмейселем вырубают из коллекторной пластины оставшуюся в ней после поломки часть петушка. В пластине просверливают наклонное отверстие под штифт 6 (рис. 6, в). Новый петушок вставляют хвостовиком в прорезь пластины и надевают его головку на проводники обмотки. Затем забивают штифт в хвостовик, плотно заклинивая его в отверстии. Места соединений петушка к коллектору и обмотке пропаивают, после чего на лобовую часть наматывают бандаж.
Коллекторы, дефекты которых не могут быть устранены при текущем ремонте, заменяют новыми из складского запаса. Предусматривается обычно норма хранения на складе: 1 коллектор на 10 однотипных эксплуатируемых машин постоянного тока и 2 коллектора на 10 машин, находящихся в капитальном ремонте.
Коллекторы заменяют в случае пробоя с выгоранием изоляции и повреждением пяти и более коллекторных пластин и износа коллектора, не гарантирующего плановой наработки до очередного планового капитального ремонта (табл. 1).
Таблица 1. Допустимый износ пластин для машин постоянного тока серии ПН
Тип машины | Диаметр | Высота пластины hv, мм | Допустимый износ машины | Тип машины | Диаметр коллектора DKt | Высота пластины мм | Допустимый износ Д. мм |
ПН-2.5 | 52 | 15,5 | 3,0 | ПН-100 | 170 | 30 | 6,0 |
ПН-5 | 64 | 15,5 | 3.0 | ПН-145 | 170 | 30 | 6,0 |
ПН-10 | 80 | 18,5 | 3,5 | ПН-205 | 200 |
| 7,0 |
ПН-17,5 | 80 | 18,5 | 3.5 | ПН-400 | 200 |
| 7,0 |
ПН-28,5 | 125 | 21,5 | 4,0 | ПН 550 | 250 |
| 8,0 |
ПН-45 | 125 | 21,5 | 4,0 | ПН-1320 | 350 | — | 10,0 |
ПН-68 | 125 | 21,5 | 4,0 |
|
|
|
|
Для изготовления пластмассовых корпусов используют термореактивные пресс-материалы К-6, АГ-4В, АГ-4С. Пресс-материал К-6 получают на основе резольной смолы и асбестового волокна и применяют для низковольтных коллекторов малых размеров. Пресс-материал АГ-4 изготовляют на основе фенолоформальдегидной смолы со стекловолокиистым наполнителем. Он — один из лучших пластмасс с высокими механической и электрической прочностью и стойкостью. Применение пластмассы удешевляет изготовление коллекторов и сокращает расход дефицитных слюдяных материалов, меди и черных металлов.
При текущем ремонте устраняют следа перекрытия, прожоги пластмассы и небольшие трещины.
Незначительные следы перекрытий на поверхности пластмассы зачищают стеклянной бумагой, затем протирают ветошью и покрывают не менее двух раз эмалью воздушной сушки ГФ-92-ХК. Прожоги на значительной площади удаляют проточкой корпуса на токарном станке на глубину 2—3мм. Обработанную поверхность шлифуют стеклянной бумагой, обезжиривают ветошью, смоченной в бензине или ацетоне, и покрывают эмалью.
Трещины глубиной до 3 мм и прогары пластмассы удаляют сверлением или расточкой. Обработанные места очищают от пыли и загрязнений и заполняют эпоксидным компаундом холодного отверждения. Коллектор выдерживают 24 ч на воздухе и 5—6 ч в печи при 120 °С, после чего отремонтированные поверхности зачищают, шлифуют и покрывают эмалью.