Для определения радиального зазора подшипников без съема с вала разработано приспособление КИ-6178. С помощью этого приспособления можно контролировать состояние подшипников электродвигателей с короткозамкнутыми и фазными роторами.
Приспособление состоит из основания 2, вертикальной стойки 3, ползуна 4 с зажимом фиксации горизонтальной стойки 5, индикатора часового типа б и устройства для крепления приспособления на валах электродвигателей с фазным ротором, состоящим из призмы 7, регулируемого зажима 8 и винта крепления 9.
Для измерения зазора индикатор устанавливают таким образом, чтобы его ножка упиралась в наружное кольцо подшипника и была перпендикулярна к его образующей. Подшипник перемещают в направлении оси индикатора вверх и вниз до упора. Разность показаний индикатора при нижнем и верхнем положении наружного кольца подшипника соответствует зазору в подшипнике.

Приспособление для измерения радиального зазора в подшипниках электрических машин без съема с вала: a — конструкция приспособления: 1 — захват; 2 — основание; 3 — вертикальная стойка; 4 — ползун; 5 — горизонтальная стойка; 6 — индикатор; 7 — призма; 8 — регулируемый
зажим; 9 — винт крепления; 6 — крепление приспособления на роторе короткозамкнутого электродвигателя: 1 — ротор; 2 — ползун; 3 — стойка индикатора; 4 — контролируемый подшипник
Подлежащие замене подшипники снимают с вала, с помощью специальных съемников. Наиболее удобен универсальный съемник со сменной вставкой. На рис. показаны конструкции съемников для съема подшипников с валов электродвигателей.
После съема подшипника посадочное место на валу ротора протирают обтирочным материалом, смоченным в бензине, и микрометром измеряют диаметр зала в месте посадки подшипника. Если посадочное место не изношено, на вал напрессовывают новый подшипник.
Подшипник, предназначенный для установки на место выбракованного, промывают в бензине с добавкой 10% автола или дизельного масла до полного удаления консервационной смазки. Затем подшипник нагревают в масляной ванне до температуры 80°С.
Нагретый подшипник напрессовывают на вал легкими ударами молотка по цилиндрической наставке, упирающейся во внутреннюю обойму подшипника. После напрессовки проверяют легкость вращения наружного кольца подшипника. Кольцо должно вращаться без заметного торможения и заедания.
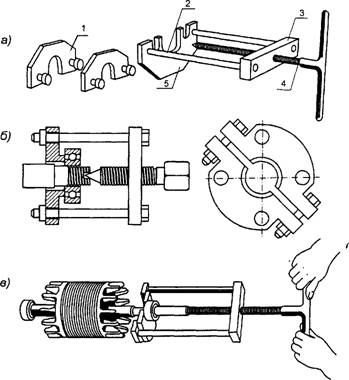
Съемники для съема подшипников с вала электродвигателя a — универсальный съемник со сменной вставкой: 1 — вставка; 2 — тяга; 3 — поперечина; 4 — ходовой винт с рукояткой; 5 — упорная планка; б — съемник с разъемным захватом; в — съем подшипника с вала универсальным
съемником
Допустимые величины зазора между внешней обоймой подшипника и посадочным местом под подшипник
Габарит электродвигателя | Допустимая величина зазора, мм |
А2, АО2, АК2, АОК2 | |
1,2,3 | 0,06 |
4,5 | 0,09 |
6,7 | 0,09 |
8,9 | 0,10 |
АК | |
3,4 | 0,06 |
5,6 | 0,08 |
7,8 | 0,09 |
9 | 0,10 |