Полюсные катушки роторов крупных синхронных гидрогенераторов изготовляют из медных неизолированных шин гибкой на ребро. Технология их изготовления несколько отличается от рассмотренной в § 65 из-за большей массы меди каждой катушки и ее размеров. Масса катушки полюса крупного гидрогенератора достигает 500—600 кг, а масса одной бухты шинной меди, поставляемой заводу, обычно не превышает 60—85 кг, поэтому каждую катушку наматывают из нескольких бухт, сваривая концы шин в торец друг с другом. Катушки наматываются из медных шин шириной до 80 мм при толщине 2—15 мм. Изгиб таких шин на ребро вызывает большое утолщение внутренних участков, которое не удается выровнять прессованием, как в катушках меньших размеров. Чтобы избежать утолщения при изгибе витков, катушки крупных гидрогенераторов наматывают не из прямоугольных шин, а из шин специального профиля. Поперечное сечение таких шин имеет вид, показанный на рис. 172. Боковые поверхности шины параллельны лишь на половине ее ширины. Сторона, обращенная к внутреннему радиусу изгиба, постепенно утоньчается с углом скоса в несколько градусов (приблизительно 2—4°), что компенсирует ее утолщение при изгибе. Внешняя сторона витков скошена «топориком» (см. рис. 172). Это увеличивает поверхность соприкосновения витков катушки с охлаждающим воздухом, так как с наружной стороны катушки гидрогенераторов не изолируются. Свободное пространство между витками в частях, прилегающих к сердечнику полюса, после сборки катушки заполняется асбестовой бумагой и клеящим лаком.
Катушки гидрогенератора наматывают на станке (рис. 173). От приходного двигателя 1 через плоскоременную передачу и систему зубчатых передач получает вращение шестерня 2, закрепленная на вертикальном валу. С шестерней сцеплено зубчатое фигурное основание оправки 3. Движение оправки по плоскости стола ограничивается вертикальным пальцем 4, проходящим через овальный паз 5 оправки. Шестерня 2 сообщает оправке возвратно-поступательное и вращательное движение.
Сверху оправки-укреплены стальные цилиндры — штыри 6, формирующие закругления витков катушки. После намотки нужного числа витков шина приподнимается и обрезается пневматическими ножницами 7. После намотки катушки отжигают, нагревая витки током, чтобы не образовалась окалина. Далее следуют операции рихтовки витков, опрессовки и правки размеров катушки, аналогичные рассмотренным в § 65.

Рис. 172. Катушки из шинной меди обмоток возбуждения гидрогенераторов:
1 — изоляция между витками, 2 — витки катушек из шинной меди специального профиля, 3 — полоски асбеста для заполнения промежутков между шинами, 4 — изоляция катушки от корпуса, 5 — сердечник полюса
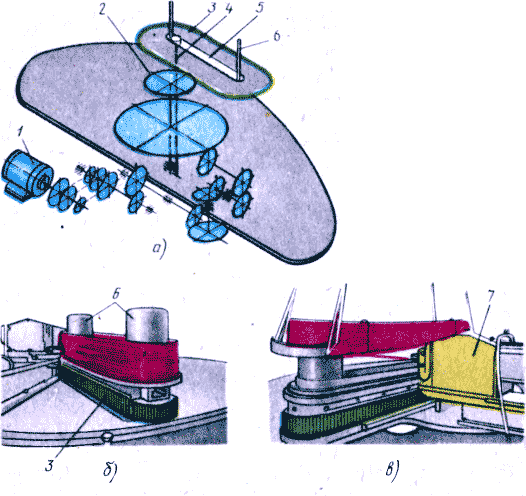
Рис. 173. Станок для намотки катушек возбуждения гидрогенераторов:
а — принципиальная схема станка, б — намотка витков, в — отрезание витков пневматическими ножницами
Катушки гидрогенераторов не пропитывают. Их витковая изоляция — асбестовая бумага толщиной 0,3—0,5 мм — нарезается по форме витков и приклеивается к широкой поверхности витков клеящим лаком. Катушки для этого устанавливают на стеллажах, раздвигая витки. На более тонкие прямолинейные участки витков, обращенные к сердечнику полюса, наклеивают дополнительные полоски асбестовой бумаги, чтобы компенсировать утончение меди в этих местах (см. рис. 172).
Междувитковую изоляцию запекают, предварительно отрихтовав и выровняв нагретую катушку. Запечку производят под давлением при температуре, зависящей от состава лака и размеров катушки. Охлажденную после запечки катушку очищают от остатков клеящего лака, подрезают излишки витковой асбестовой изоляции и лакируют всю ее поверхность.
Контроль готовых катушек заключается в проверке их размеров и испытании витковой изоляции. Испытания изоляции производят десятикратным по сравнению с номинальным испытательным напряжением. Катушка при этом устанавливается под пресс в холодном состоянии.
- Как может быть соединена обмотка возбуждения машины постоянного тока с обмоткой якоря?
- Как работает станок для намотки многовитковых полюсных катушек обмотки возбуждения?
- Для чего нужны закладные кольца при намотке ступенчатых катушек?
- Как правят внутренние размеры многовитковых катушек?
- Опишите работу станка для намотки катушек из шинной меди плашмя.
- Как закрепить последние витки катушек, намотанных из шинной меди плашмя?
- Полюсные катушки каких машин наматывают из шинной меди на ребро?
- Как работает станок для намотки катушек из шинной меди на ребро?
- Какого профиля медные шины используют для намотки полюсных катушек крупных гидрогенераторов?