Коллектор является наиболее сложной в технологическом отношении частью машины постоянного тока. В то же время надежная работа машины, в первую очередь, зависит от состояния коллектора и щеточного аппарата. Для нормальной работы коллектора необходимо, чтобы его пластины были изолированы друг от друга и от корпуса, его рабочая поверхность была ровная и гладкая и не препятствовала скольжению по ней щеток, электрический контакт щетка — коллектор имел во время движения коллектора под щеткой постоянное и относительно небольшое сопротивление.
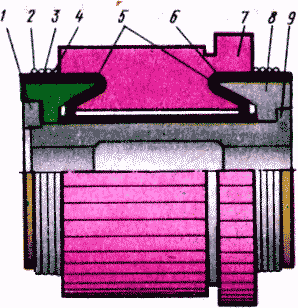
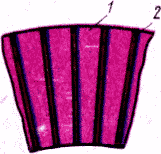
Рис. 142. Пластины коллектора: 1— пластины, 2 — изоляция между пластинами
Рис. 143. Коллектор с нажимными конусами
Существует несколько различные конструкций коллекторов. Наибольшее распространение получили цилиндрические коллекторы, пластины которых удерживаются металлическими нажимными конусами или запрессованы в пластмассу. Во всех цилиндрических коллекторах пластины имеют клиновидную форму с углом скоса, при котором собранные в один пакет они прилегают друг к другу по всей боковой поверхности (рис. 142) и зажимают миканитовую изоляцию, проложенную между ними. У пластин 7 коллектора с нажимными конусами (рис. 143) имеется выступ в форме ласточкина хвоста. В его выточки входят нажимные конусы — передний 3 и задний 8. На поверхность конусов, чтобы они не замыкали пластины, устанавливают твердую формованную из миканита изоляцию 5, которую называют манжетой. Задний конус неподвижный. Он может быть выполнен как одно целое с втулкой коллектора 9 или насажен на нее до упора в буртик. Передний конус подвижный. При его движении по направлению к заднему конусу он несколько сдвигает весь пакет коллекторных пластин, при этом оба конуса упираются в нижние скосы ласточкина хвоста и все пластины коллектора одновременно осаживаются к центру. Между пластинами возникает так называемый арочный распор. Пластины плотно прижимаются друг к другу своими боковыми сторонами и зажимают установленную между ними изоляцию. Давление переднего конуса на пластины создается затяжкой гайки 1, положение которой после затяжки фиксируется стопором 2. Такие коллекторы называют арочными. В них нажимные конусы не оказывают давления на верхний скос ласточкиных хвостов в пластинах. Между изоляцией конуса и внутренней поверхностью верхнего скоса 6 пластин коллектора остается зазор в несколько десятых долей миллиметра. Чтобы в него не попала грязь или графитовая пыль от щеток, места прилегания торцов пластин к конусам изолируют бандажами 4 из шнура или ленточного изоляционного материала.
В коллекторах с нажимными конусами сложную форму изоляции конусов — манжетам придают опрессовкой разогретых листов формовочного миканита на фигурных оправках. Изоляцию втулки коллектора также делают из формовочного миканита.


Рис. 145. Коллектор на пластмассе: 1 — коллекторные пластины, 2 — изоляционные прокладки между пластинами, 3 — пластмассовый корпус, 4 — втулка, 5 — армировочное кольцо
В быстроходных машинах центробежные силы, действующие на пластины коллектора, достигают больших значений и крепление пластин нажимными конусами становится недостаточным. В этих случаях применяют коллекторы с бандажными кольцами (рис. 144). Бандажные кольца 2 в горячем состоянии насаживаются на собранные в кольцо коллекторные пластины 3 и зажимают их. В месте посадки устанавливают механически прочные изоляционные прокладки 1. Ласточкины хвосты у пластин таких коллекторов не нужны, поэтому общая высота пластин уменьшается, однако расход меди в коллекторах с бандажными кольцами больше, чем в коллекторах с нажимными конусами.
Рис. 144. Коллектор с бандажными кольцами
Это происходит из-за того, что большая часть рабочей поверхности коллекторов занята под посадку бандажных колец. Поэтому коллекторы с бандажными кольцами применяют только в быстроходные машинах, в которых нельзя установить коллекторы с нажимными конусами.
В последние годы с целью упрощения технологии изготовления коллекторов и уменьшения расхода дорогостоящей изоляции нажимные конусов в машинах малой и частично средней мощности (рис. 145) пластины таких коллекторов с проложенной между ними изоляцией собирают в оправку, обжимают и запрессовывают в пластмассу, обладающую высокими механическими свойствами. Обычно применяют пластмассу АГ4 или АГ4С с наполнителем из стеклянного волокна. Пластины могут иметь различную конфигурацию (рис. 146), при которой обеспечивается плотное закрепление их в пластмассе. Для усиления крепления в выемках пластин устанавливают и одновременно с пластинами запрессовывают в пластмассу стальные армировочные кольца. Конфигурация выступов пластин и количество колец зависят от размеров коллектора и частота его вращения. Для посадки коллектора на вал одновременно с пластинами в пластмассу запрессовывают также металлическую втулку со шпоночной канавкой.

Рис. 146. Пластины с различными крепежными выступами для коллекторов на пластмассе
Коллекторные пластины изготовляют из меди с присадкой кадмия, имеющей повышенную стойкость на истирание. Пластины нужной длины штампуются из шин клиновидного профиля. Окончательную конфигурацию они получают после сборки нк оправку, когда на токарном станке протачивают, выточки ласточкина хвоста. Между пластинами прокладывают изоляцию из листового коллекторного миканита, обладающего большой механической прочностью.