Одновитковыми называют обмотки якорей, имеющие один виток в секции. В большинстве машин секции одновитковой обмотки выполняются цельными, но могут быть образованы двумя стержнями, которые соединяются между собой в головках на противоположной от коллектора стороне после укладки обмотки в пазы якоря. Обмотку наматывают из обмоточного провода большого поперечного сечения. В пазу якоря проводники секций располагаются своей широкой стороной параллельно боковым сторонам паза (см. рис. 116, в), поэтому в головках их необходимо выгибать на ребро. Причем изгибают одновременно все секции, из которых состоит одна катушка, иначе они не будут плотно прилегать друг к другу по всей длине пазовых и лобовых частей. Изгиб на ребро сразу нескольких проводников требует значительно больших усилий, чем изгиб на широкую сторону, поэтому изгибание цельных секций стержневой обмотки производится в два приема. Сначала на гибочных станках (рис. 134) выгибают только головки секций.
Проводники секций, составляющих одну катушку, закладываются плашмя в паз между оправкой 5 и подвижной планкой 6. Торцы проводников упираются в передвижной упор У, положение которого регулируется в зависимости от их длины. Оправка имеет округленную поверхность с радиусом, равным радиусу закругления головки секции. Подвижная планка соединена с горизонтально расположенным пневматическим цилиндром 7. Проводники после установки в станок прижимаются ко дну паза верхней плитой 3 с помощью винта 2. В цилиндр подается сжатый воздух, и подвижная планка 6 зажимает все проводники с боковой поверхности. Для изгиба проводников включают электродвигатель 4, который через систему червячных передач поворачивает вал и шестерню с выступающим роликом 8. Ролик упирается в поворотный клин 9, изгибает пакет проводов вокруг оправки 10 на 180°. Так как пазовая прямолинейная часть проводов зажата плитами в вертикальной и горизонтальней плоскостях, а в месте изгиба проводники находятся между верхней и нижней плитой, то головки изгибаются строго на ребро без перекоса.
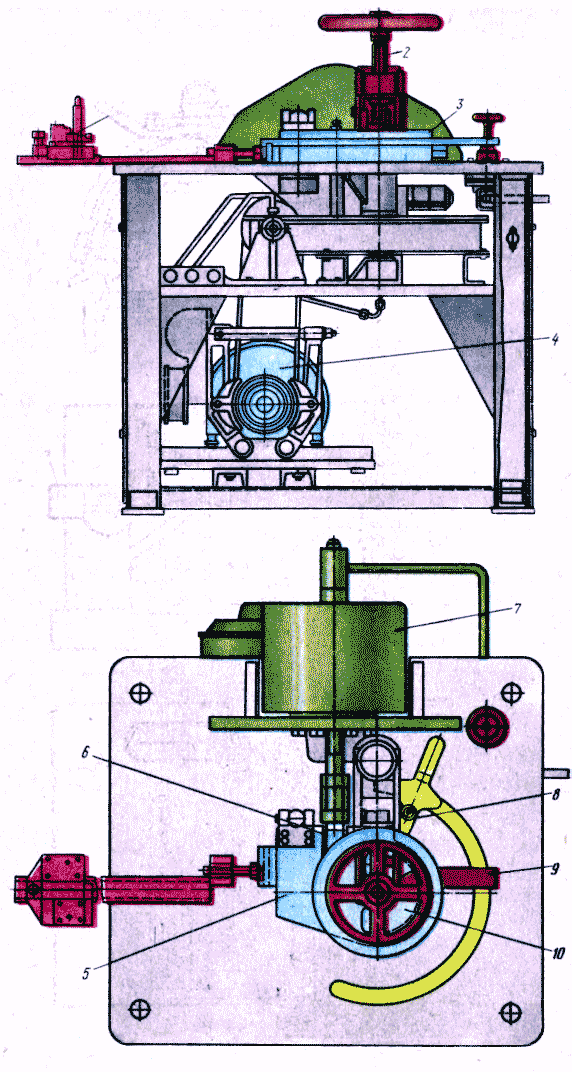
Рис. 134. Станок для выгибания головок одновитковых катушек
Рис. 135. Гибочное приспособление для выгибания и формовки лобовых частей волновой стержневой обмотки якоря

Лобовые части секций изгибаются и формуются на других гибочных приспособлениях (рис. 135). Выгибают одновременно проводники всех секций, образующих одну катушку, так же, как и при изгибании головок. Приспособление имеет цилиндрическую поверхность 1 с радиусом, равным радиусу якоря. Сменные планки 2, 4, 5, 8 и 9 подбирают по размерам пазовой и лобовых частей секции. Головки всех секций устанавливаются в паз между планками 4 и 5 и зажимаются эксцентриками 6 и 7. Ударами деревянного молотка формуется лобовая часть — участок АВ. Весь пакет проводников вручную изгибается и устанавливается вдоль планки 8 — участок ВС (пазовая часть). Далее отгибается вторая лобовая часть — участок CD. Она формуется и зажимается одновременно с пазовой частью при повороте эксцентрика 3. Последними отгибаются и выравниваются концы секций — участок DE. На описанном приспособлении можно изгибать и формовать верхние стержни обмотки. Нижние стержни или вторую половину цельных одновитковых секций изгибают и формуют на другом таком же приспособлении с несколько измененными размерами лобовых частей.
Для изготовления одновитковых обмоток применяют прямоугольный изолированный медный провод ПСД (при классах нагревостойкости изоляции Ви F) или ПСДК (при классе нагревостойкости Н). Секции, находящиеся в середине катушки, для повышения надежности через одну дополнительно изолируют одним слоем непрерывной изоляции вполнахлеста.
Пазовая изоляция выполняется либо мягкой гильзой из гибкого миканита, либо непрерывной изоляцией из стеклослюдопластовой ленты или полиамидной пленки, намотанной вполнахлеста в несколько слоев. Изоляция лобовых частей всегда непрерывная из ленточного материала соответствующего класса нагревостойкости.
В якорях некоторых машин высота проводников в пазу по расчету должна быть большой. Ток в обмотке якоря переменный и при большой высоте проводников в них проявится эффект вытеснения тока, что приведет к увеличению потерь в обмотке. Чтобы избежать этих потерь, когда высота проводников превышает определенную для данной частоты тока якоря критическую высоту, проводники разделяют по высоте на два, и каждую пару проводников в лобовых частях соединяют параллельно. В этом случае технологический процесс изготовления обмотки усложняется, так как в гибочные приспособления необходимо закладывать одновременно все проводники, образующие секцию или стержень обмотки.
КОНТРОЛЬНЫЕ ВОПРОСЫ
- Чем отличается процесс намотки катушек обмотки якоря из круглого провода от намотки катушек обмотки статора?
- Как наматывают катушки якоря из прямоугольного провода?
- Зачем делают двойную головку в катушках обмотки якорей из прямоугольного провода?
- Как устроен шаблон для намотки катушек с двойной головкой?
- На каких приспособлениях и как изгибают лобовые части одновитковых секций обмотки якоря?