Центровка валов электродвигателей и соединенных с ним рабочих машин непосредственно влияет на техническое состояние как электродвигателей, так и самих машин. Параллельное смещение осей валов электродвигателей и рабочих машин вызывает деформацию упругих элементов соединительных муфт, пульсацию передаваемых моментов, а также радиальные усилия, передаваемые на подшипники. Угловое смещение осей валов вызывает значительно меньшие пульсации скорости валов, чем их параллельное смещение. Как и параллельное, угловое смещение наиболее опасно при жестком соединении валов. Неправильная центровка валов электродвигателей и рабочих машин в некоторых случаях приводит к возникновению пульсаций токов и моментов.
Центровка электродвигателя относительно вала вращаемой им машины является одной из наиболее ответственных и трудоемких операций при монтаже.
Чтобы обеспечить нормальную работу центрируемых валов и правильное распределение нагрузок между подшипниками при непосредственном соединении электродвигателя с рабочей машиной (при помощи муфты), валы соединяемых машин должны быть установлены в такое положение, при котором торцевые поверхности полумуфт в горизонтальной и вертикальной плоскостях будут параллельны, а оси валов будут располагаться на одной линии. Практически бывает трудно добиться строгой параллельности плоскостей полумуфт, поэтому валы приходиться соединять при некоторой несоосности их. Величина нессюсности зависит от типа применяемых полумуфт. При правильном (соосном) соединении электродвигателя и механизма они работают спокойно, без вибрации.
Путем перемещения двигателя на небольшие расстояния в горизонтальной и вертикальной плоскостях добиваются такого взаимного положения валов двигателя и рабочей машины, при котором величины зазоров между полумуфтами будут равны. Центровка производится в два приема: предварительная и окончательная. При предварительной центровке стальную линейку или стальной угольник прикладывают к образующим обеих полумуфт и проверяют, есть ли зазор между ребром линейки и полумуфтами. Такую проверку выполняют в четырех местах: вверху, внизу и в двух боковых направлениях. Если зазор есть, то под лапы электродвигателя подкладывают прокладки толщиной 0,5—0,8 мм. При этом число тонких прокладок не должно превышать 3—4 штук, так как при большем числе прокладок может нарушиться центровка. Если по условиям центровки прокладок оказывается больше, то их необходимо заменить общей прокладкой большей толщины.

Центровочные скобы 1 — наружная скоба; 2 — полумуфта; 3 — внутренняя скоба; 4 — электродвигатель; 5 — хомут; 6, 7, 8 — болты
Окончательную центровку проводят при помощи одной пары центровочных скоб. Наружная скоба 1 закрепляется на полумуфте 2 рабочей машины, а внутренняя скоба 3 — на полумуфте электродвигателя 4.
Скобы крепятся на полумуфтах при помощи хомутов 5 и болтов 6. В процессе центровки измеряют радиальные а и осевые b зазоры при помощи щупов, индикаторов или микрометров. При этом индикатор или микрометрическую головку устанавливают на место болтов 7 и 8.
Существуют и другие типы скоб для центровки электродвигателя с механизмом; некоторые из них изображены на рис.
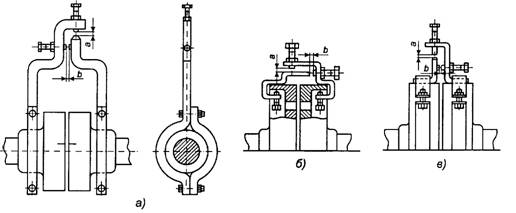
Скобы для центровки полумуфт а — центровочные скобы; б — центровочные приспособления; в — центровочные
приспособления с хомутами
Центровочные скобы устанавливают друг против друга при совпадении маркировочных пометок (рисок) на полумуфтах, поставленных во время спаренной обработки полумуфт на станке или нанесенных перед рассоединением их в начале ремонта. Пометки лучше всего ставить зубилом. Посредством винтов устанавливают зазоры по окружности и торцу в пределах 1—2 мм, проверяя отсутствие задевания скоб друг за друга при одновременном проворачивании обеих валов на 360° в направлении вращения электродвигателя.

Скобы для центровки электродвигателя с механизмом 1 — скоба; 2 — палец; 3 — прижимной или стопорный болт; 4 — болт для замера зазора; 5 — рекомендуемая форма записи значений зазоров
Для измерения зазоров по окружности и торцу оба вала одновременно поворачивают от исходного верхнего положения на 90, 180 и 270°. При каждом из этих положений пластинки щупа должны входить с легким усилием, одинаковым во всех замерах.
При помощи щупа измеряют радиальный зазор а между болтом скобы и полумуфтой и аксиальный зазор b между торцами полумуфт.
Затем поворачивают оба ротора относительно первоначального положения на 90, 180 и 270° и в каждом из этих положений замеряют зазоры а и b. Значения радиальных зазоров записывают вне окружности, аксиальных — внутри окружности, как указано на рис. 1.64.
Если при проворачивании валов радиальные зазоры а остаются неизменными, а аксиальные зазоры b меняются, то значит, что центры валов совпадают, но оси валов расположены одна к другой под некоторым углом.
При параллельности валов двигателя и рабочей машины и наличии между ними сдвига (рис. 1.656) аксиальные зазоры b при проворачивании валов остаются неизменными, а радиальные зазоры а изменяются.
Наконец, при сдвиге центров валов и расположении осей валов под углом будут меняться величины как аксиальных зазоров b, так и радиальных зазоров а.
В заключение валы устанавливают в первоначальное положение "(скоба вверху) и вновь замеряют зазор а, который должен совпасть с тем же зазором, замеренным в начале проверки. Отличие в результатах замера зазоров в начале и в конце проверки более чем на 0,02 мм недопустимо и свидетельствует о недостаточно жестком креплении скобы или о смещении валов в осевом направлении. В этом случае скобу следует укрепить более надежно и замер зазоров повторить. Для исключения ошибок от осевого смещения валов при первом замере и после каждого проворачивания необходимо при помощи лома или другим способом подавать валы друг к другу до упора.
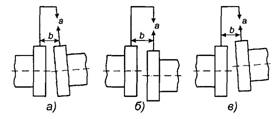
Рис. 1.65. Центровка валов при помощи одной пары скоб а — центры валов совпадают, но оси расположены под углом; б — валы параллельны, но между ними имеется сдвиг; в — центры валов сдвинуты, а- их оси расположены под углом
Точность центровки определяется сравнением зазоров замеренных в противоположных точках полумуфт. Разность значений этих зазоров (a, - a3; a2 - a4 - b1 - b3, b2 - b4) должна быть не более указанной в табл.
Допустимая разность зазоров
| Вид муфты | Допустимая разница в значениях зазоров, мм, при частоте вращения, об/мин | ||
3000 | 1500 | 750 | |
Жесткая | 0,02-0,04 | 0,03-0, 07 | - |
Полужесткая или с полужесткими пальцами | 0,03-0,06 | 0, 06-0, 10 | 0,10-0,15 |
Пружинная | 0,05-0,08 | 0,08-0,12 | - |
Зубчатая | 0,06-0,10 | 0,10-0,14 | - |
Примечание. Меньшая разница в значениях зазоров относится к аксиальным зазорам, а большая — к радиальным.
Расцентровка в горизонтальной плоскости (большая разница в зазорах а2 и а4; b2 и b4) устраняется перемещением по горизонтали корпуса электродвигателя. Расцентровка в вертикальной плоскости (большая разница в зазорах а, - а3; b, - b3) устраняется путем изменения толщины подкладок под лапами электродвигателя. Для точной центровки применяется стальная фольга. Количество прокладок должно быть минимальным, так как при большом числе прокладок центровка со временем может нарушиться. Несколько тонких подкладок заменяйте на одну более толстую. Несколько более толстых — на одну еще более толстую. Обязательное условие центровки — после каждого изменения толщины подкладок производите полную затяжку крепежных болтов электродвигателя. Неполная или некачественная затяжка болтов, крепящих двигатель к фундаменту или к монтажной раме, дает неправильную картину изменения зазоров в процессе регулировки.
Хаотичная регулировка зазоров требует очень много времени и сил. Для более быстрого процесса регулировки необходима определенная последовательность в операциях по устранению зазоров.
Первое, что нужно сделать — установить валы параллельно в вертикальной плоскости (соблюдается равенство зазоров b, = b3), подкладывая подкладки под передние лапы электродвигателя или удаляя их из-под задних лап. Когда равенство зазоров b, и установлено, проверяете вертикальное смещение валов электродвигателя и приводного механизма (разность зазоров а, - а3). Если а, больше а3, вал электродвигателя расположен ниже вала приводного механизма, если же а, меньше а3 — электродвигатель поднят выше нормы. Разность зазоров а, - а3 дает толщину подкладки, которую необходимо подложить под передние и задние лапы электродвигателя или, наоборот, удалить (толщину подкладок замеряйте микрометром). Затем снова проверьте допустимую разницу зазоров а, - а3 и b, - b3.
Если она находится в пределах нормы, приступайте к регулировке в горизонтальной плоскости. Регулировка производится смещением корпуса двигателя вправо или влево. В заключение еще раз проверьте точность центровки, сравнивая разность значений зазоров (a, - а3; а2- а4\ b,- b3\ b2- b4).