Приемка вновь вводимых в эксплуатацию электроприводов
Вновь смонтированные и отлаженные электроприводы и пускорегулирующую аппаратуру при приемке в эксплуатацию осматривают, проверяют работу механической части в соответствии с заводскими и монтажными инструкциями и подвергают приемосдаточным испытаниям в соответствии с требованиями ПУЭ.
При осмотре приемочная комиссия должна убедиться в том, что: электродвигатели и аппараты доступны для осмотра и ремонта на месте установки; электропроводка имеет защиту в местах возможных повреждений. Вращающиеся части, расположенные на доступной высоте, имеют ограждения от случайных прикосновений; линия валов смонтированных агрегатов плавная; высота установки рукояток и маховиков находится на уровне 1,05—1,1 м от пола; включение и выключение аппаратов производятся легко, без заеданий; контактные части контакторов во включенном положении не имеют просветов по всей ширине. Поверхности коллекторов и контактных колец не имеют заусенцев или забоин и хорошо отполированы; щетки не смещены за край коллектора или контактных колец, не имеют перекосов, тщательно притерты и легко перемещаются в обоймах щеткодержателей. Подшипники скольжения наполнены маслом до заводской отметки, а подшипники качения заправлены смазкой до 2/3 объема гнезда подшипника; на электродвигателях и приводных механизмах нанесены стрелки, указывающие нормальное направление вращения.
При осмотре вновь смонтированных заземляющих устройств в силовых установках приемочная комиссия проверяет и устанавливает, что: заземляющие проводники, проложенные в помещениях, доступны для осмотра и имеют отличительную окраску (черный цвет), позволяющую легко их обнаружить; в тех местах, где заземляющие проводники могут подвергаться химическим воздействиям, так как они имеют соответствующие защитные покрытия, соединения заземляющих проводников выполнены с помощью сварки, обеспечивающей наибольшую надежность. Заземляющее устройство не содержит последовательного включения нескольких заземляющих частей установки; отсутствуют и неудовлетворительные контакты в проводке, соединяющей аппаратуру с контуром заземления. В местах вероятных механических повреждений заземляющие проводники имеют защиту (например, в местах пересечений каналов); проход заземляющих проводников через стены выполнен в открытых проемах, трубах или коробах. Принимая заземляющее устройство, приемочная комиссия проверяет его элементы, находящиеся в земле, с выборочным вскрытием грунта, а остальные — в пределах доступности осмотру. Количество заземлителей и глубина их заложения должны соответствовать проекту.
Техническое обслуживание электроприводов
При техническом обслуживании электроприводов их осмотр и контроль за работой проводят в сроки, предписанные ППТОР. Электроприводы осматривают тем чаще, чем тяжелее условия работы, например большая длительность разгона электродвигателя, частые пуски, высокая температура окружающей среды. Конструкция электродвигателей также может влиять на требуемую периодичность их осмотров. Кроме того, при установлении периодичности осмотров надо учитывать и техническое состояние электродвигателей, например степень их изношенности.
При осмотре во время обходов электроприводов проверяют температуру нагрева двигателей; следят за содержанием их в чистоте. Вблизи них не должно быть посторонних предметов, особенно опасных в пожарном отношении. Наблюдают, чтобы пуск и останов электродвигателей производились производственным персоналом по инструкции и электродвигатели не работали вхолостую. Контролируют напряжение электросети, которое должно быть в пределах 95—110 % от номинального. Проверяют в подшипниках, реостатах и пусковой аппаратуре уровень масла. Обращают внимание на исправность ограждений, препятствующих случайным прикосновениям к вращающимся частям электропривода; устраняют мелкие неисправности (например, заменяют перегоревшие предохранители, регулируют нажим щеток) и проводят наружную очистку электродвигателей.
Контроль за температурой электродвигателя является существенным элементом его эксплуатации, так как наиболее частые повреждения электродвигателя связаны с нагревом свыше предельно допустимой температуры. Различают предельно допустимую температуру нагрева и предельно допустимое превышение температуры нагрева отдельных частей электрической машины. Последний показатель нагрева определяют путем вычитания из предельно допустимой температуры нагрева температуры окружающей среды, равной 40 °С. Полученный результат уменьшают на 10 °С. Это объясняется необходимостью иметь некоторый запас на самую горячую точку обмотки, так как при измерении температуры обмоток методом сопротивления не учитывается неравномерность нагрева, а измеряется среднее значение температуры.
При эксплуатации отсоединять машину от сети и измерять сопротивление обмоток для определения температуры их нагрева не всегда возможно. Поэтому контроль нагрева производят, измеряя температуру доступных частей — корпуса электродвигателя, крышек подшипников, коллектора, контактных колец.
Температуру определяют с помощью переносного термометра, прикладывая его к той части электродвигателя, температуру которой надо измерить, сразу после останова электродвигателя. Конец термометра при измерениях обертывают фольгой, прикладывают к электродвигателю и закрывают слоем ваты для уменьшения отдачи теплоты в окружающую среду.
Применяемый на практике способ определения температуры электродвигателей путем прикосновения руки к нагретому элементу (на ощупь) не дает точных результатов. Этим способом пользуются в тех случаях, когда достаточно получить ориентировочное представление о степени нагрева. Рука выдерживает температуру нагрева не более 60 °С.
Основной причиной, вызывающей превышение предельно допустимой температуры электродвигателей, является его перегрузка. Поэтому при работе электродвигателей, а также регулировке технологического процесса следует контролировать показания амперметров, которые устанавливают в цепь статора. При нагревах двигателей выше допустимого предела следует снизить нагрузку.
На работу электродвигателей существенно влияет напряжение питающей сети: повышение напряжения сети приводит к увеличению намагничивающего тока, что вызывает превышение предельно допустимой температуры; понижение напряжения сети уменьшает момент вращения, что также вызывает увеличение тока и повышение температуры. Учитывая это, при эксплуатации электродвигателей контролируют напряжение питающей сети.
Ухудшение изоляции обмоток при эксплуатации электродвигателя со временем может привести к КЗ между обмотками, а также к замыканиям обмоток на корпус электродвигателей. Для предотвращения указанных явлений и связанного с ними выхода электродвигателей из строя сопротивление изоляции обмоток периодически измеряют мегаомметрами. Сроки таких проверок зависят от местных условий (влажности окружающей среды, запыленности помещения и т.п.), технического состояния электродвигателя и устанавливаются графиком ППТОР.
Кроме периодических проводят и внеочередные проверки, устраиваемые после продолжительных перерывов в работе электродвигателей, после попадания на них воды и в тех случаях, когда возникает опасение в ухудшении состояния изоляции обмоток.
При оценке состояния изоляции обмоток электродвигателя целесообразно сопоставить данные полученных измерений с предыдущими. Слишком большое расхождение в результатах произведенных измерений должно послужить основанием для подробного исследования. В том случае, когда контрольное измерение сопротивления изоляции обмоток электродвигателей неудовлетворительное, возникает необходимость сушки электродвигателя или его ремонта.
В процессе эксплуатации электроприводов могут возникать ситуации, при которых электродвигатель следует отключить от сети. К ним относятся: появление дыма или огня из электродвигателя или его аппаратуры; несчастный случай с человеком, требующий останова электродвигателя; возникновение вибрации, угрожающей целости электродвигателя; поломка приводного механизма; перегрев подшипников сверх допустимого значения; снижение оборотов электродвигателя, сопровождаемое быстрым его нагревом.
При осмотрах электроприводов при необходимости замеряют вибрацию. В этих целях наиболее прост и удобен в эксплуатации виброметр типа BP. Виброметр допускает измерение вибраций от 0,05 до 6 мм у машин с частотой вращения двигателя более 750 об/мин и имеет записывающее устройство.
Техническое обслуживание обмоток электрических машин
При эксплуатации электрических машин постепенно разрушается изоляция обмоток в результате ее нагрева, воздействия механических усилий от вибрации, динамических сил при пусках и переходных процессах, центробежных сил при вращении, влияния влаги и агрессивных сред, загрязнения различной пылью.
Необратимые изменения структуры и химического состава изоляции называют старением, а процесс ухудшения свойств изоляции в результате старения — износом.
Главной причиной выхода из строя изоляции машин низкого напряжения являются температурные воздействия. При температурном расширении изоляционных материалов ослабляется их структура, возникают внутренние механические напряжения. Тепловое старение изоляции делает ее уязвимой для механических воздействий. При потере механической прочности и эластичности изоляция не способна противостоять обычным условиям вибрации или ударам, проникновению влаги и неодинаковым тепловым расширениям меди, стали и изоляционных материалов. Усадка изоляции от воздействия теплоты приводит к ослаблению креплений катушек, клиньев, пазовых прокладок и других крепежных конструкционных деталей, что способствует повреждению обмотки при относительно слабых механических воздействиях. В начальный период эксплуатации пропиточный лак хорошо цементирует обмотку, но вследствие теплового старения лака цементация ухудшается и действие вибрации становится более ощутимым.
В процессе эксплуатации обмотка может загрязняться пылью из окружающего воздуха, маслом из подшипников, угольной пылью при работе щеток. В рабочих помещениях металлургических и угольных предприятий, прокатных, коксовых и других цехов пыль настолько мелка и легка, что проникает внутрь машины, в такие места, куда попадание ее, казалось бы, невозможно. Она образует проводящие мостики, которые могут вызвать перекрытие или пробой на корпус.
Наружную поверхность машины и доступные внутренние части в процессе технического обслуживания очищают от пыли сухой салфеткой, волосяной щеткой или пылесосом.
При текущем ремонте обмоток машину разбирают. Обмотки осматривают, продувают сухим сжатым воздухом и при необходимости протирают салфетками, смоченными в бензине. При осмотре проверяют надежность крепления лобовых частей, клиньев и бандажей. Устраняют обнаруженные неисправности. Ослабленные или оборванные бандажи на лобовых частях статорных обмоток из круглого провода срезают и заменяют их новыми из стеклянных или лавсановых шнуров или лент.
Если покрытие обмотки находится в неудовлетворительном состоянии, то обмотку сушат и покрывают слоем эмали. Покрывать обмотку толстым слоем эмали не рекомендуется, так как утолщенный слой ухудшает охлаждение машины. Качество проведенного ремонта проверяют замером сопротивления изоляции до и после ремонта.
Короткозамкнутые обмотки асинхронных двигателей при текущем ремонте, как правило, не ремонтируют, а только осматривают. При обнаружении неисправностей роторы отправляют в капитальный ремонт.
Техническое обслуживание щеточно-коллекторного узла
Щеточно-коллекторный узел в машинах постоянного тока и других машинах является наименее надежным узлом и требует тщательного технического обслуживания. Для обеспечения безыскровой работы необходимо выполнение ряда условий, обеспечивающих надежный контакт между щеткой и коллектором и равномерную допустимую нагрузку током рабочей поверхности щетки.
Исправность щеточно-коллекторного узла проверяют при осмотре и необходимых измерениях. У исправных коллекторов поверхность гладкая, без выступающей слюды или отдельных пластин, вмятин, подгаров, эксцентриситета или биения. Щетки свободно скользят в обоймах щеткодержателей, без качки и с достаточной силой прижимаются к коллектору. Болты, траверсы, пальцы, на которых крепятся щеткодержатели, достаточно жесткие и не имеют вибраций, качки и т.п. Якорь машины сбалансирован и вращается без вибраций. Щетки должны быть одной марки, требуемого размера и притертыми к коллектору.
При техническом обслуживании пыль с коллектора и щеточного механизма удаляют пылесосом или продувкой сжатым воздухом; коллектор протирают салфеткой, смоченной спиртом. Проверяют легкость перемещения щетки 2 (рис. 1) в щеткодержателе 1. Если щетка перемещается туго, необходимо почистить щеткодержатель и щетку. Зазор между щеткодержателем и коллектором должен быть в машинах большой мощности 2 — 4 мм, в машинах малой мощности 1—2,5 мм. Люфт щетки в гнезде щеткодержателя в направлении вращения коллектора не должен превышать 0,1—0,2 мм при толщине щетки 8—16 мм и 0,15 — 0,25 мм при толщине свыше 16 мм. Большой зазор приводит к наклону щетки из-за силы трения о коллектор, увлекающей за собой нижний край щетки, и затрудняет ее перемещение в гнезде. Большой люфт особенно проявляется в реверсивных машинах, так как при изменении направления вращения щетка
наклоняется в противоположную сторону, что уменьшает поверхность ее прилегания к коллектору. Вдоль оси коллектора допускается люфт в гнезде от 0,2 до 0,5 мм.
Измеряют также давление щетки на коллектор. Под щетку подкладывают лист бумаги 6, а динамометр 3 крепят к щетке 2. Показание динамометра, при котором бумага легко вытаскивается из-под щетки, позволяет определить давление щетки на коллектор. Недостаточное давление щетки приводит к сильному искрению и ускоренному износу коллектора и щеток. Слишком сильное давление увеличивает силу трения в скользящем контакте, а также износ. Давление должно быть минимальным, при котором искрение не превышает значения, допустимого по технической документации, и одинаковым на все щетки для равномерного распределения тока между ними. Давление пальца 4 на середину щетки регулируется пружиной 5.

Рис. 1. Устройство для измерения динамометром давления щетки на коллектор
Кроме того, проверяется правильность расположения щеток на коллекторе. Для равномерной нагрузки щеток током на каждом щеткодержателе их размещают строго по оси коллектора (рис. 2, а). Для равномерного износа коллектора щетки рядов в осевом направлений должны быть сдвинуты (рис. 2, б). Расстояние между щеткодержателями одинаково (рис. 2, в).
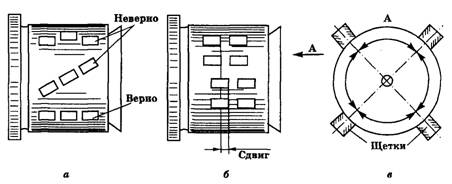
Рис. 2. Расстановка щеток на коллекторе
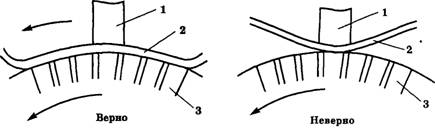
Рис. 3. Схема притирки щеток к коллектору: 1 — щетки; 2 — стеклянная шкурка; 3 — коллектор
Биение рабочей поверхности коллектора проверяют индикатором часового типа. Для того чтобы углубление между коллекторными пластинами не искажали измерений, на конец стержня индикатора надевают плоский наконечник. Биение проверяют в нескольких местах при медленном проворачивании якоря. Допустимое биение в быстроходных машинах с окружной скоростью коллектора до 50 м/с не должно превышать 0,02—0,03 мм; в тихоходных машинах без ущерба для работы машины допускается значительно большее биение.
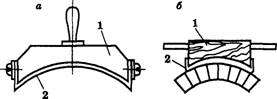
Рис. 4. Колодка для шлифования коллектора: а — с одной ручкой; б — с двумя ручками; 1 — деревянная колодка; 2 — стеклянная шкурка
При выработке щеток их заменяют. Величина допустимой выработки указывается в технической документации на каждую машину. После установки новых щеток производят их притирку и пришлифовку. Для притирки между щеткой и коллектором устанавливают стеклянную шкурку с мелким зерном и протягивают ее в направлении вращения коллектора (рис. 3). Рабочая поверхность шкурки придает щетке предварительный радиус, близкий радиусу коллектора. Затем щеточный аппарат продувают сжатым воздухом для очистки от пыли и щетки пришлифовывают при вращающейся на холостом ходу машине. Пришлифовку можно считать законченной, когда не менее половины поверхности щетки прилегает к коллектору. При этом на коллекторе должна быть политура. Если коллектор имеет царапины, незначительные подгары, то их удаляют шлифовкой коллектора (рис. 4). После шлифовки коллектора необходимо создать на нем политуру, вращая машину на холостом ходу.