В магнитных цепях электрических машин, аппаратов и приборов применяют нелегированную и легированную тонколистовую электротехническую сталь, изготавливаемую в виде рулонов, листов и ленты» Марку нелегированных сталей обозначают пятизначным числом. Первая цифра указывает класс по структурному состоянию и виду прокатки 1 - горячекатаная изотропная; 2 - холоднокатаная изотропная. Вторая цифра характеризует содержание кремния в стали, причем 0 соответствует содержанию кремния до 0,3% включительно. Третья цифра указывает на группу по основной нормальной характеристике. Четвертая и пятая цифры выражают значение коэрцитивной силы в А/м для определенной толщины. Наиболее широко применяют следующие марки нелегированных сталей 10848, 20848, 10895, 20895,10880, 20880,10864, 20864,20832.
Марку легированных сталей обозначают четырехзначным числом. Первая цифра имеет то же значение, что и v не легированных сталей, причем цифрой 3 обозначают холоднокатаную анизотропную текстурованную сталь. Вторая цифра указывает на процентное содержание кремния- 0 нелегированная, 1 с содержанием кремния от 0,4 до 0,8, 2 - от 0,8 до 1,8, 3 - от 1,8 до 2,8 а ; 4 от 2.8 до 3,8, 5 - от 3,8 до 4,8.
Таблица 2.5. Характеристика электротехнических сталей
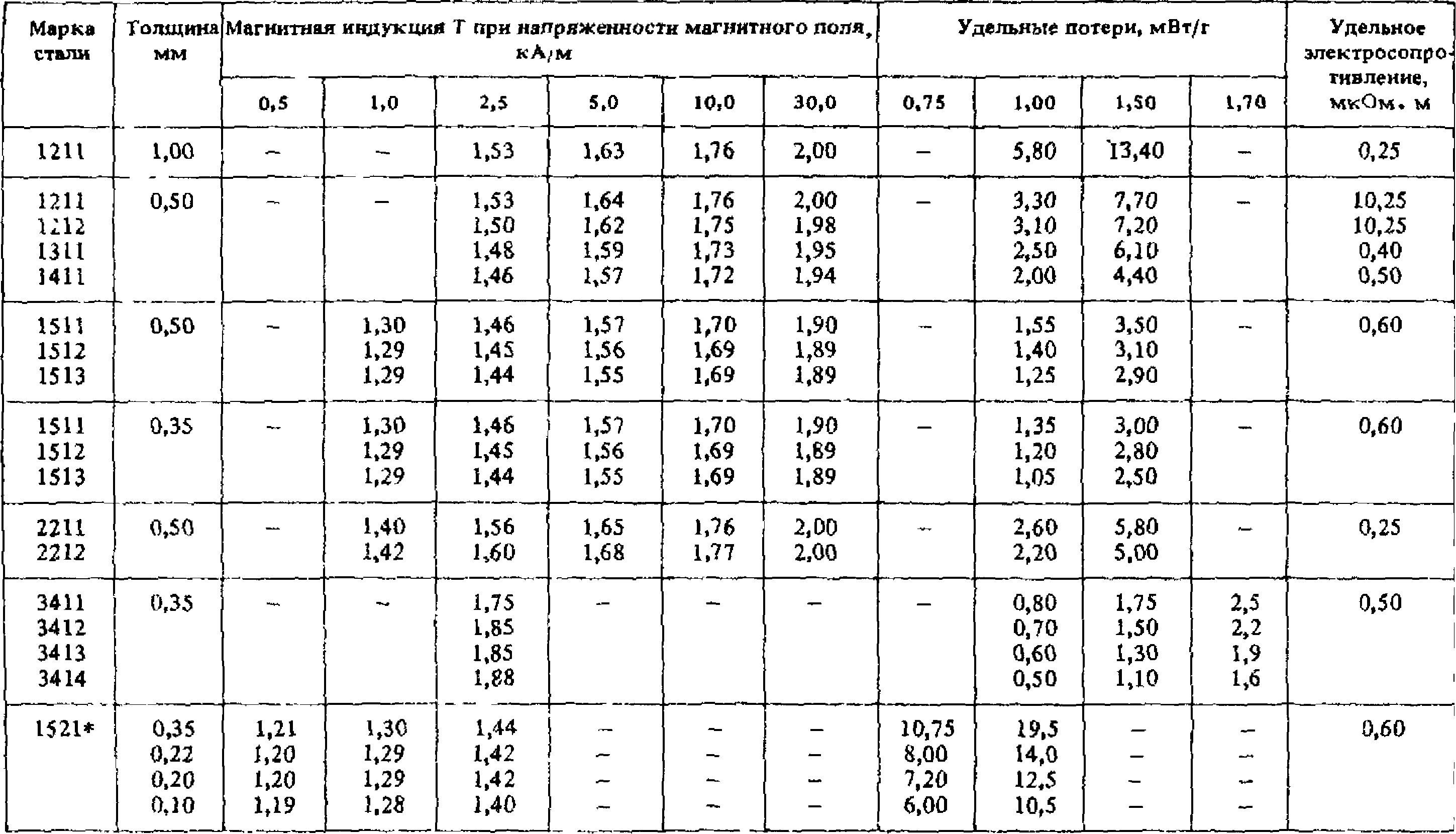
Примечание. Удельные потери сталей даны при частоте 50 Гц, за исключением марки 1521, удельные потери которой даны при частоте 400 Гц
Третья цифра определяет групп по основной характеристике. Четвертая цифра указывает на порядковый номер типа стали.
Для изготовления силового электрооборудования согласно ГОСТ 21427.0-75 и ГОСТ 21427.3-75 предназначены следующие марки сталей: 3411,3412, 3413,3414- холоднокатаные текстурованные; 1211, 1212, 1213, 1311, 1312, 1411, 1412, 1512, 1513, 1514, 1521-горячекатаные нетекстурованные; 2011, 2012, 2013-холоднокатаные; 10895, 10860- делегированные горячекатаные и 20895, 20880- делегированные холоднокатаные.
Основным критерием при выборе перечисленных сталей является кривая намагничивания и удельные потери (Вт/кг). Величина последних зависит от технологии обработки и толщины листа стали. Магнитные характеристики и удельные потери некоторых марок стали даны в табл. 2.5.
Пермаллои содержат от 36 до 80% никеля. Для получения тех или иных характеристик в их состав вводят дополнительно хром, молибден, медь и другие металлы. Пермаллои отличаются стабильностью характеристик и имеют повышенные значения удельного электрического сопротивления. Их применяют в измерительных трансформаторах и приборах, работающих при частотах до 200-500 кГц. Сведения о свойствах пермаллоев различных марок сведены в табл. 2.6. В обозначении марки пермаллоя буква Н указывает на никель, К - кобальт, М - марганец, X - хром, С - кремний (от латинского названия элемента силициум), Д - медь. Цифра в марке обозначает процентное содержание никеля.
Альсифер - сплав железа, алюминия и кремния - отличается большой начальной проницаемостью, величина которой зависит от соотношения входящих в него компонентов.
Таблица 2.6. Основные свойства пермаллоев
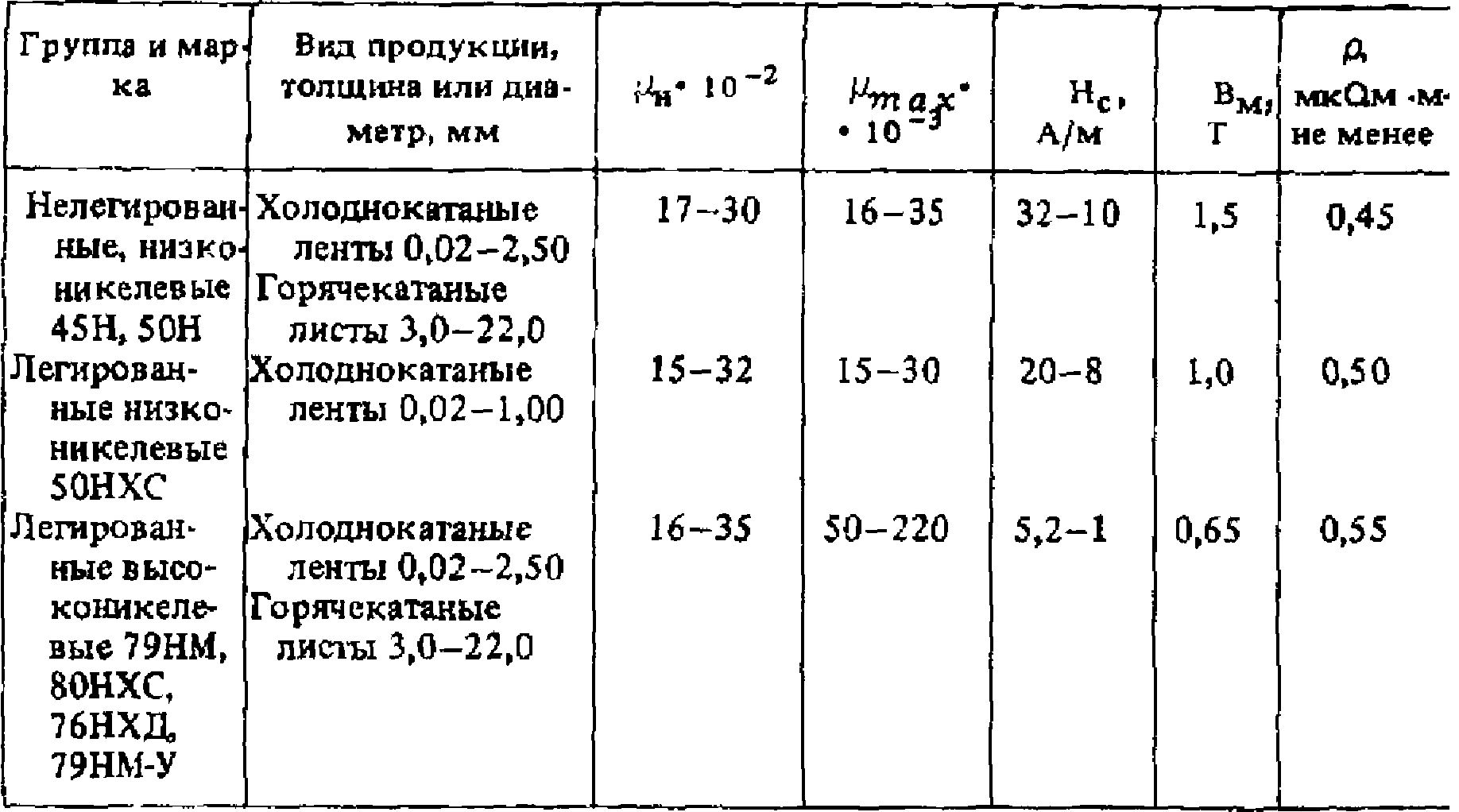
Примечания. Г. В таблице приняты следующие обозначения: Вм- максимальная индукция; Нс- коэрцитивная сипа; βΗ, Рмах - магнитная проницаемость номинальная и максимальная; р- удельное сопротивление.
2. Нижнему пределу толщины или диаметра соответствуют нижние пределы UH и Дмах и верхний предел Нс, а верхнему пределу размеров - верхние пределы, нижний предел Нс.
Альсифер из-за своей хрупкости не поддается ни ковке, ни прокатке, ни резанию. Подгонка некоторых размеров, например после литья, осуществляется шлифованием. Из альсифера изготавливают корпуса приборов, машин, аппаратов, магнитные экраны, магнитопроводы для изделий, работающих на постоянном токе или в медленно изменяющихся периодических полях. Альсифер, измельченный в тонкий порошок, применяют для изготовления сердечников высокочастотных устройств.
Основные свойства альсифера следующие: номинальная магнитная проницаемость μ и — 35 500, максимальная магнитная проницаемость Цтах= 120 000, коэрцитивная сила Нс= 1,8 А/м, удельное электрическое сопротивление р= 0,8 мкОм - м.
Ферриты отличаются от обычных ферромагнетиков сравнительно малым значением индукции насыщения, составляющей 20-25% от индукции насыщения стали, и большим удельным электрическим сопротивлением. В основном применяются сложные (смешанные) магнитомягкие ферриты, обладающие более высокими значениями магнитной индукции насыщения и удельного электрического сопротивления. Из них изготавливают сердечники трансформаторов и катушек индуктивности. Основные свойства применяющихся магнитомягких ферритов даны в табл. 2.7.
Магнитотвердые материалы, будучи один раз намагничены, длительное время сохраняют сообщенную им магнитную энергию. Эти материалы находят применение для изготовления постоянных магнитов, которые служат источником постоянного магнитного поля. Постоянные магниты широко применяют в производстве электромагнитных устройств.