Надежность и экономичность работы энергетических блоков в значительной степени зависят от работоспособности пароводяной арматуры, размеры которой возрастают с увеличением мощности оборудования. Так, толщина стенки и корпуса задвижек Dy 250 на энергоблоках 800 МВт достигает 225 мм. Материалом корпусов арматуры паропроводов энергоблоков 500 и 800 МВт служит сталь 15Х1М1ФЛ. Работоспособность литых корпусов арматуры во многом зависит от качества материала и изготовления, а также условий эксплуатации. С учетом этого была проведена работа по оценке эксплуатационной надежности литых фасонных элементов паропроводов мощных энергоблоков. Хотя в последнее время внедрен входной контроль, по программе которого места переходов арматуры подвергаются 100%-ному контролю магнитно-порошковой дефектоскопией, однако отмечались случаи обнаружения на корпусах задвижек Dy 225 и Dy 600 технологических дефектов и ремонтных подварок, которые снижают конструкционную прочность крупных корпусов.
Для оценки фактической прочности металла корпусов задвижек энергоблока 800 МВт были проведены исследования серийной задвижки Dy 200 из стали 15Х1М1ФЛ.
Прочностные и пластические свойства, которые были получены путем испытания образцов из трефов и приливов корпуса, удовлетворяли существующим нормативным требованиям. Учитывая сложную геометрию и большую толщину стенок корпуса, дополнительные исследования свойств металла проводили на образцах, вырезанных из верхней, средней и донной части корпуса, а также из патрубка.
Проведенный химический анализ металла в различных зонах отливки показал достаточно высокую его однородность. Наблюдались лишь небольшие изменения содержания углерода (в пределах 0,14— 0,18). В остальном содержание всех элементов находилось в пределах требований технических условий.
На шлифах, вырезанных из различных зон отливки, обнаружены неметаллические включения типа MnS. Микроструктура металла мелкозернистая и состоит из отдельных зерен феррита и бейнита. Количество ферритной составляющей в металле задвижки по высоте отливки и по сечению неодинаково, что свидетельствует о различной скорости охлаждения ее при нормализации. Основными карбидными фазами в структуре металла, как показал рентгеноструктурный анализ, являются Fe3C и Сг2зС6. Результаты карбидного анализа электролитически выделенных осадков показали, что молибден и ванадий находятся преимущественно в твердом растворе и в меньшей степени в карбидах.
Плотность металла по высоте отливки неравномерна. Минимальное ее значение наблюдается в районе патрубка. Твердость по высоте отливки колеблется в пределах 143—170 НВ. Максимальное значение прочности наблюдается в металле патрубка (65 кгс/мм2). Прочность верхней, средней и донной части на 7—10 кгс/мм2 ниже. Предел текучести колеблется от 32 до 42 кгс,/мм2. Относительное сужение— от 36 до 49%. Пониженное значение имеет относительное удлинение металла в районе патрубка: 11 вместо 14%, предусмотренных нормативными требованиями. Ударная вязкость металла отливки колеблется от 3 до 6 кгс · м/см2. Пределы прочности и текучести металла по толщине отливки имеют близкие значения, пластические свойства резко отличаются. Относительное сужение металла у наружной поверхности отливки 52%', а у внутренней — снижается до 41%. При рабочей температуре испытания пластические свойства выравниваются.
Испытания на растяжение образцов с надрезом показали, что металл обладает различной степенью чувствительности к концентрации напряжений. Пластичность в надрезе металла патрубка составляет 0,3, а металла донной части отливки 0,5%. Низкая пластичность в надрезе сохраняется и при рабочих температурах. Это свидетельствует о повышенной склонности металла к хрупкому разрушению. Результаты испытания ' продольных образцов на изгиб показали, что угол загиба до появления трещин в металле патрубка меньше, чем допускается для сварных соединений. С целью оценки склонности к хрупкому разрушению при наличии концентратора напряжения проводились испытания на теплосмены образцов, имеющих искусственный дефект. Учитывая, что наиболее опасные дефекты в отношении хрупкого разрушения — трещины и поры, на образцах длиной 60 и диаметром 25 мм делали кольцевые надрезы с радиусом в вершине от 0,05 до 0,2 мм.
На другой серии образцов были нанесены искусственные дефекты типа пор диаметром 1,4; 2,24; 2,8 и 4,2 мм. Диаметр выбирали на основе норм по допустимым дефектам, применяемым на отечественных заводах: 10% толщины стенки — верхний предел допуска по ТУ; 5 и 8% ниже допустимых норм и 15%' выше допустимых норм. Испытания проводились при резких перепадах температур с охлаждением в проточной воде образцов, нагретых в печи до 565°С. Периодически через каждые 15—20 теплосмен образцы визуально осматривались. Длину образовавшихся трещин замеряли на инструментальном микроскопе. Результаты испытаний показали, что после 200—300 теплосмен возникшие трещины от пор диаметром 1,4 и 2,24 мм имели небольшую протяженность (до 0,3 мм).
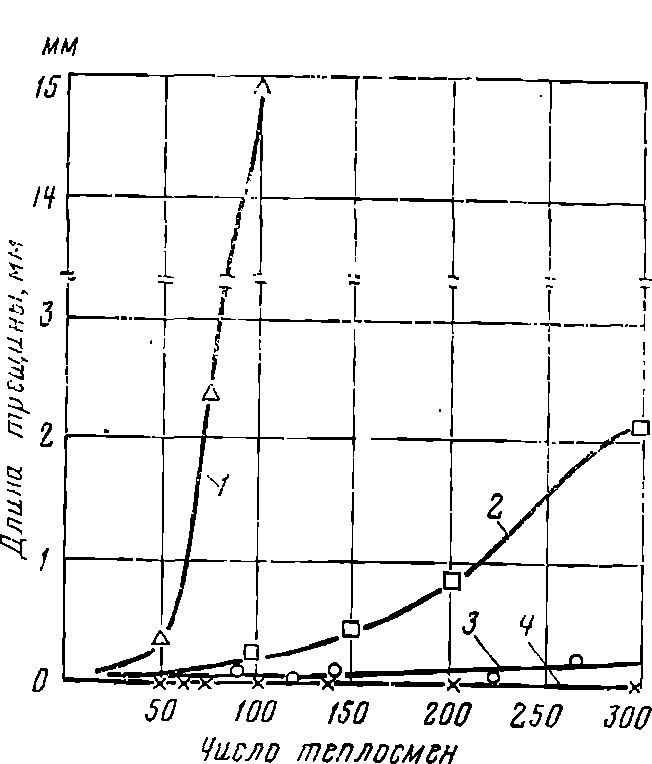
Рис. 8-14, Влияние теплосмен на развитие трещин.
Размеры поры: / — 4,2 мм, или 15% толщины стенки; 2 — 2,8 мм, или 20%; 3 — 2,24 мм, или 8%; 4 — 1,4 мм, или 5%,
Трещины от пор диаметром 2,8 мм начали появляться после 50 теплосмен и увеличивались до 2 мм при 270 тепло- сменах.
Наибольшая скорость роста трещин наблюдалась от пор диаметром 4,2 мм. Уже при 100 теплосменах трещины достигли 15 мм (рис. 8-14). При испытании образцов с надрезами, имитирующими трещины, установлено, что трещины растут после первых 50 теплосмен, а затем рост замедляется, при этом скорость их развития обратно пропорциональна радиусу надреза. Исследования показали, что теплосмены при наличии пор диаметром 4,2 мм оказывают существенное влияние на скорость роста трещины.
Результаты испытаний на жаропрочность металла в исходном состоянии и после различных сроков эксплуатации (рис. 8-15) показали, что средний предел длительной прочности стали 15X1 Ml ФЛ составляет 9 кгс/мм2 при 565°С за 100 тыс. ч. После длительной эксплуатации он снижается незначительно (на 1,0 кгс/мм2). Длительная пластичность металла остается на достаточно высоком уровне: 6 = 20% и ψ = 70%.
Испытания на разрыв образцов, с надрезом показали, что, несмотря на повышение предела длительной прочности, пластичность в надрезе низкая: от 0,8 до 1,2%', что
ниже предъявляемых требований. Это свидетельствует о повышенной склонности стали к хрупкому .разрушению при наличии концентратора напряжений.
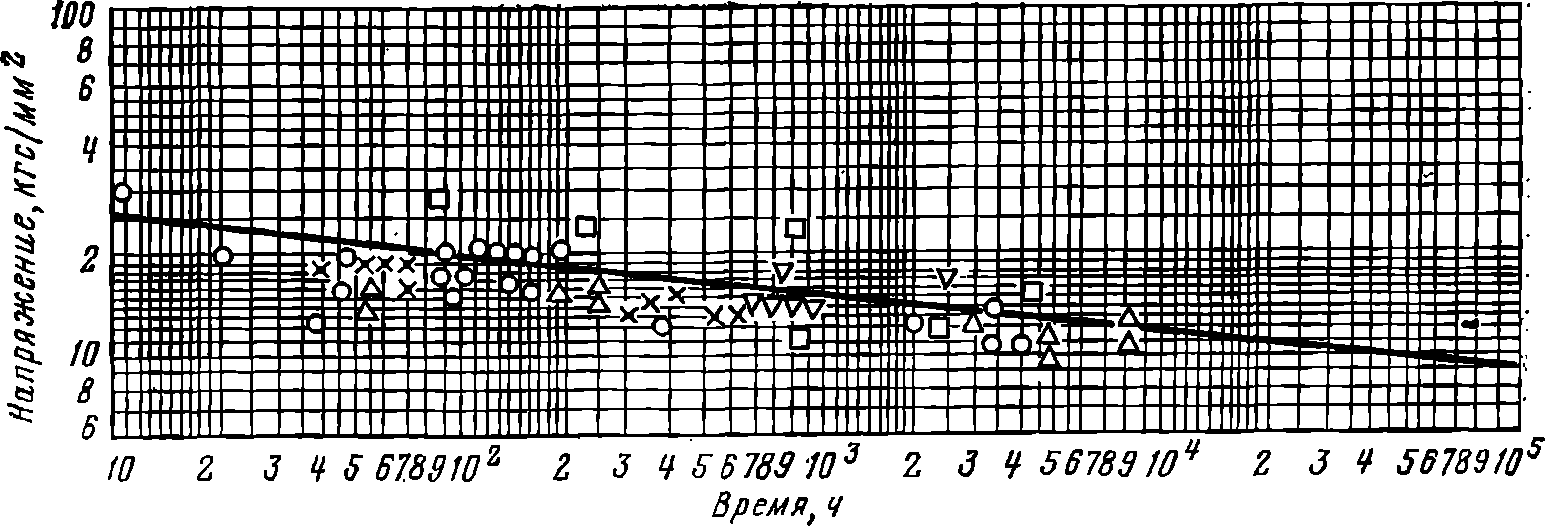
Рис. 8-15. Длительная прочность металла задвижек из стали 15Х1М1ФЛ после различных сроков эксплуатации.
О — исходное состояние; X — после 50 тыс. ч эксплуатации; Δ — после 80 тыс. ч эксплуатации; □ — исходное состояние (с надрезом).
Таким образом, результаты проведенных исследований механических свойств и жаропрочности показали, что крупная арматура может обеспечить надежную работу энергоблоков 500 и 800 МВт в течение расчетного срока службы. Однако с учетом чувствительности литого
металла к концентрации напряжений в условиях кратковременных и длительных изгибающих нагрузок и теплосмен требуются дальнейшее .улучшение технологии изготовления фасонных изделий, более тщательное проведение контроля за тепловыми режимами их работы и за температурными перемещениями паропроводов, а также периодическое обследование корпусов арматуры в первую очередь с целью выявления трещин в местах радиусных переходов.