Замеры остаточных напряжений в сварных плитах и усталостные испытания образцов, вырезанных из этих плит, позволяют сравнить пределы выносливости изученных сварных соединений в зависимости от остаточных напряжений в них.
Разрезка плит на образцы несколько уменьшает остаточные напряжения вдоль шва, остаточные напряжения поперек шва практически не изменяются. Замеры остаточных напряжений при разрезке другой плиты на образцы повторили полученный характер изменения остаточных напряжений. Можно считать, что характер снижения остаточных напряжений при разрезке всех плит изученных сварных соединений одинаков.
Пределы выносливости сварных соединений и остаточные напряжения в них даны в табл. 3.
Анализ показывает, что у однородных сварных соединений детали 0Х12НДЛ, выполненных электродами ЦЛ-25 и УОНИ 10X13, разные пределы выносливости, а также различные остаточные напряжения. При сварке электродом УОНИ 10X13 и последующей термообработке остаточные напряжения составляют 3—4 кгc/мм2, предел выносливости при этом на образцах без усиления шва равен пределу выносливости основного металла. При сварке электродом ЦЛ-25 с последующим отпуском остаточные напряжения равны 15—18 кге/мм2, предел выносливости при этом снижается на 14%, а у образцов с усилением шва — на 22%. Еще больше снижается предел выносливости в состоянии после сварки, когда остаточные напряжения достигают 32—36 кгс/мм2. Пределы выносливости при этом снижаются на 28 и 40% (соответственно без усиления и с усилением шва).
Так же снижается предел выносливости у разнородного сварного соединения стали 0Х12НДЛ со сталью 15Г2ВЛ, правда, остаточные напряжения при этом ниже (20— —23 кге/мм2). Вероятно, в данном случае сказывается большая структурная неоднородность зоны сплавления, чем при сварке электродом ЭЛ-25.

3. Остаточные напряжения в сварных соединениях и усталостная прочность образцов сечением 50Х 75 мм
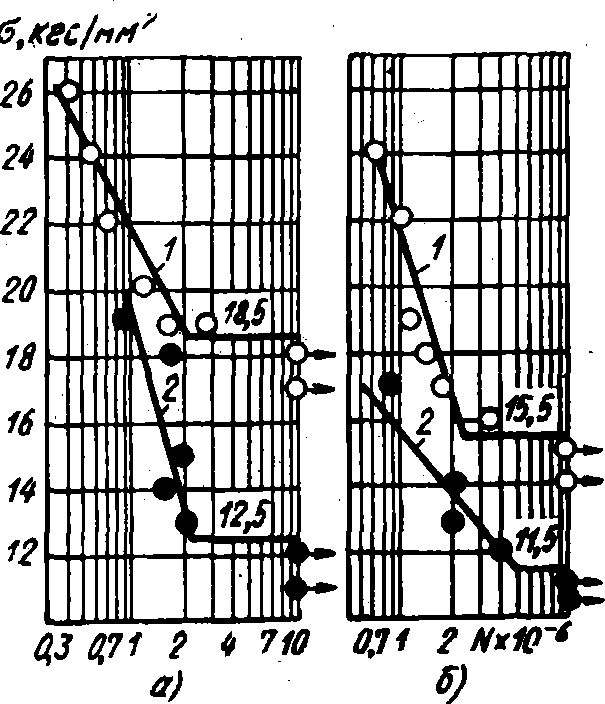
Рис. 18. Кривые усталости круглых и плоских образцов разнородных сварных соединений (после сварки отпуск): а - 0Х12НДЛ + 20ГСЛ; б —0Х12НДЛ + 15Г2ВЛ; 1 - круглых образцов; 2 — плоских образцов

Рис. 17. Кривые усталости образцов сварного соединения стали 0Х12НДЛ со сталью 15Г2ВЛ (облицовка ЦУ-3Б) при разных скоростях охлаждения во время термообработки: 1 — υ = 50° С/ч; 2 — υ= 20° С/ч
Результаты показывают, что в сварных соединениях с низкими остаточными напряжениями пределы выносливости высокие.
Были проведены усталостные испытания сварных соединений с двумя режимами скорости охлаждения (50 и 20° С/ч) при термообработке.
На тавровых образцах с усилением шва из стали 0Х12НДЛ, сваренной со сталью 15Г2ВЛ (электрод УОНИ 13/55, облицовка электродом ЦУ-2ХМ), после термообработки со скоростью охлаждения 50° С/ч предел выносливости составил 4,5 кгс/мм2. После термообработки со скоростью охлаждения 20° С/ч, когда остаточные напряжения снизились (с 20—23 до 9—12 кгс/мм2), предел выносливости повысился до 6,5 кгс/мм2 (на 44%).
Аналогично повысился (с 4,5 до 6,5 кгс/мм2) предел выносливости у такого же стыкового соединения (см. рис. 8, а) при испытании образцов, термообработанных со скоростями охлаждения 50 и 20° С/ч.
В стыковых образцах со снятым усилением шва при снижении скорости охлаждения с 50 до 20° С/ч и соответственно остаточных напряжений предел выносливости повышается с 11,5 до 12,5 кгс/мм2 (на 10%).
У сварного соединения стали 0Х12НДЛ со сталью 15Г2ВЛ, выполненного при облицовке электродом ЦУ-3Б, на образцах со снятым усилением шва предел выносливости имеет такие же значения (рис. 17).
Рис. 19. Кривые усталости разнородного сварного соединения стали 0Х12НДЛ со сталью 20ГСЛ, выполненного электрошлаковой сваркой (сечение 130X300 мм). После сварки отпуск при 680° С и охлаждение при υ= 50—70° С/ч

Меньшее повышение предела выносливости у образцов со снятым усилением шва объясняется тем, что в них нет концентратора (усиление шва), поэтому и растягивающие остаточные напряжения проявляются меньше [59]. Это подтверждает то, что основное значение при изменении пределов выносливости имеют остаточные напряжения.
Результаты исследования (см. табл. 3) свидетельствуют также о том, что остаточными напряжениями, не оказывающими заветного влияния на сопротивление усталости сварных соединений, в нашем случае являются напряжения 3—4 кгс/мм2. Остаточные напряжения, достигающие 10—12 кгс/мм2, могут снижать предел выносливости на 10—15%, а напряжения 20—30 кгс/мм2 на 20— 40%. Снижение усталостной прочности возрастает при наличии концентраторов напряжений (усиление шва, структурная неоднородность и т. п.).
Сопротивление усталости сварных соединений из сталей разного класса в связи с масштабным фактором. Исследовались два вида сварного соединения: стали 0Х12НДЛ со сталью 20ГСЛ, выполненного электрошлаковой сваркой; стали 0Х12НДЛ со сталью 15Г2ВЛ (облицовка электродом ЦУ-2ХМ), выполненного ручной дуговой сваркой.
Усталостные испытания проводились на образцах сечением 50x75 мм и вырезанных из этих же плоских плит образцах диаметром 20 мм.
Для сварного соединения стали 0Х12НДЛ со сталью 20ГСЛ определен предел выносливости соединения на крупных плоских образцах сечением 130x300 мм.
У соединения стали 0Х12НДЛ со сталью 20ГСЛ, выполненного электрошлаковой сваркой, предел выносливости образцов диаметром 20 мм составил 18,5 кгс/мма, а у образцов сечением 50x75 мм 12,5 кгс/мм2 (рис. 18, а). Снижение предела выносливости сварного соединения при переходе от образцов диаметром 20 мм к образцам сечением 50x75 мм составляет 32%.
Кривая усталости образцов сечением 130x300 мм представлена на рис. 19; предел выносливости составил 5,5 кгс/мм2. По сравнению с образцами диаметром 20 мм предел выносливости снизился с 18,5 до 5,5 кгс/мм2 (на 70%).
У сварного соединения стали 0Х12НДЛ со сталью 15Г2ВЛ при переходе от образцов диаметром 20 мм к образцам сечением 50 Х75 мм предел выносливости снизился с 15,5 до 11,5 кгс/мм2, т. е. на 26% (см. рис. 18, б). При увеличении размера образцов с диаметра 20 мм до сечения 50 x 75 мм пределы выносливости уменьшились на следующие величины: стали 0Х12НДЛ с 20,5 до 14,5 кгс/мм2, т. е. на 29% (рис. 20, а); стали 20ГСЛ с 18,5 до 14,5 кгс/мм2, т. е. на 22% (рис. 20, б); стали 15Г2ВЛ с. 17,5 до 13,5 кгс/мм2 (на 23%).
Сопоставление величин снижения пределов выносливости при увеличении размеров образцов у разнородного сварного соединения стали 0Х12НДЛ со сталью 20ГСЛ (32%) и сталей, составляющих это соединение (0Х12НДЛ — 29%, 20ГСЛ —22%), показывает, что у сварного соединения предел выносливости снижается в большей степени, чем у стали 0Х12НДЛ, у которой масштабный фактор проявляется в большей степени.
Более резкое проявление масштабного фактора в сопротивлении усталости разнородных сварных соединений по сравнению с основным металлом, по-видимому, может быть объяснено влиянием остаточных напряжений, возникающих после термообработки в разнородных сварных соединениях.
Таким образом, уменьшение предела выносливости с увеличением размеров образцов у сварных соединений из сталей разного класса зависит от стали, входящей в это соединение, у которой масштабный фактор проявляется в большей степени, и остаточных напряжений, имеющихся в разнородном сварном соединении после термообработки.