Повреждения сердечника.
Сердечник статора воспринимает вращающий момент и переменные усилия от пульсации магнитного потока. При коротком замыкании эти усилия могут стать десятикратными, поэтому необходима качественная опрессовка сердечника. При недостаточной опрессовке возникает вибрация сегментов отдельных пакетов, в результате чего нарушается изоляция между листами активной стали из-за трения друг о друга и они замыкаются между собой. Наличие в отдельных местах на поверхности спинки и расточки активной стали контактной коррозии в виде ржавчины является верным признаком недостаточной опрессовки сердечника статора.
При нарушении изоляции сегментов нагрев мест замыкании иногда достигает 250—300 °C, что может привести к развитию очага повреждения, особенно опасному в зубцовой зоне. В поврежденных местах возникают токи, вызванные переменным магнитным потоком, проходящие в замкнутом контуре, образовавшемся вследствие повреждения (рис. 3-1). Эти токи и определяют появление местных перегревов. В зонах нагретых зубцов пазовые клинья, кроме изготовленных из пластмасс и стеклотекстолита, высыхают и легко разрушаются. Покрытие мест контактной коррозии изоляционными лаками положительного эффекта не дает, так как лаковая пленка быстро разрушается. Необходимо сначала устранить повреждения в местах ослабленной опрессовки.
Местная вибрация сердечника в ослабленных зонах также может привести к серьезной аварии из-за обламывания зубцов сегментов вследствие усталости металла. Вибрирующие места сердечника могут постепенно разрушить прилегающую к ним изоляцию, в результате чего может произойти замыкание обмотки па корпус с последующим выгоранием меди обмотки статора и активной стали.

Таким образом, признаками, определяющими необходимость работ по уплотнению зубцовой зоны сердечника статора, являются: 1) ослабление опрессовки зубцовой зоны вследствие усыхания лакового покрытия и взаимной приработки отдельных сегментов; 2) разрушение лакового покрытия отдельных сегментов; 3) самоотвинчивание гаек статорных стяжных шпилек или ребер; 4) повышенный перегрев отдельных зубцов; 5) скалывание сегментов в зубцовой зоне; 6) контактная коррозия на поверхности сердечника; 7) повреждения сердечника статора из-за повышенной полюсной вибрации с частотой 100 Гц: разрушение сварных швов; отрыв косынок, крепящих ребра к полкам корпуса статора; обрыв клиньев; частичное выкрашивание активной стали.
Ремонт сердечника.
Качество опрессовки определяется плотностью пакетов сердечника статора. Проверку плотности производят специальным ножом толщиной 1 мм, срезанным на конце под углом 45° (рис. 3-2). Нож вдвигают сильным нажатием руки между листами сегментов в зубцовой зоне. Опрессовка считается нормальной, если нож заходит в пакет на глубину нс более 2—3 мм. При местных ослаблениях опрессовки зубцов на небольшой глубине ремонт ограничивается установкой полосок щипаной слюды на лаке БТ-99. При ремонте зубцов пазовые клинья выбиваются.
При ослаблении запрессовки зубцов или спинки активной стали уплотнения производятся топкими гетинаксовыми, текстолитовыми или стеклотекстолитовыми клиньями (рис. 3-3), забиваемыми между листами в ослабленных местах. Если клин забивается в зубец, соседние пазы расклиниваются. В уплотняющем клине пропиливаются заплечики под пазовый клин (рис. 3-4). Уплотняется зубцовая зона, и заклиниваются пазы.

Рис. 3-2. Нож проверки плотности опрессовки активной стали статора
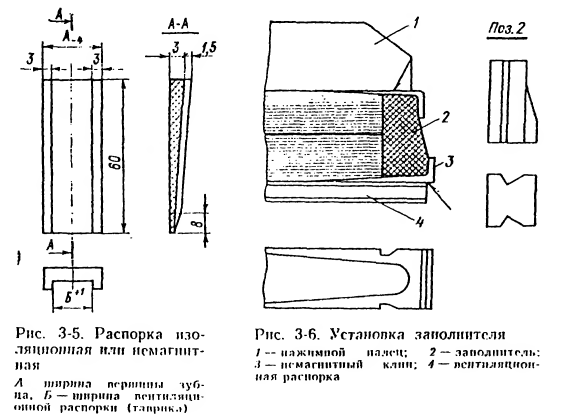
Ремонт опрессовки подтяжкой нажимных гребенок может выполняться только в исключительных случаях. При недопустимых перегревах и ослабленной опрессовке зубцов на большой глубине верхний стержень или верхний и нижний стержни (катушки) соседних пазов вынимаются из паза. Распорка вентиляционного капала (таврик) выбивается, и зубец распускается па листы. Между листами активной стали прокладываются полосы слюды на лаке БТ-99. В вентиляционный канал забивается гетинаксовая, текстолитовая или стеклотекстолитовая распорка (рис. 3-5) совместно с вентиляционной распоркой, плотно расклинивающей соседние пакеты. Вентиляционная распорка приваривается электродом марки Э-42 УОНИ или марки ЗАТ диаметром 2 мм. Изоляционная распорка обрабатывается по «ласточкину хвосту» под пазовый клин.
При местных оплавлениях зубцов активной стали производится вырубка оплавленной части зубилом или крейцмейселем. Затем с помощью шлифовальной машины производится зачистка мелкозернистым абразивным кругом.
При повреждении зубца на длине одного пакета и большей длине после обработки поврежденного места устанавливается заполнитель из стеклотекстолита на клее № 88, БФ или эпоксидном лаке ЭЛ-4. Заполнитель изготавливается по форме зубца с пазами под пазовый клин (рис. 3-6) и крепится клиньями из немагнитной стали, которые привариваются к нажимному пальцу и к вентиляционной распорке электродом.

Рис. 3-3. Клин уплотняющий
Б — ширина зубца

Рис. 3-4. Обработка установка уплотняющего клина
Выступающие концы клиньев загибаются на заполнитель для его удержания. При наличии зазора между нажимными пальцами и зубцами крайних пакетов необходимо установить клиновые распорки на немагнитной стали, аналогичные распорке на рис. 3-6. Крепление распорки производится приваркой электродом к нажимным пальцам. Наиболее качественна приварка при работе с электродом марки ЭЛ-400/10 и токе обратной полярности, равном 60—80 А для диаметра 3 мм, 110—130 А для 4 мм и 150—170 А для 5 мм. Прокалка осуществляется при температуре 270 °C в течение 40 мин.
При обнаружении трещин в сегментах сердечника или скалывания части сегментов в зубцовой зоне такие сегменты необходимо обломать или вырубить зубилом с последующим удалением заусенцев и острых кромок. Пустоты от обломанных сегментов заполняются замазкой на основе эпоксидной смолы марок Л-18, Л-19 или Л-20. Состав замазки: 100 м. ч. смолы и 70 м ч. маршаллита или асбеста молотого хризотилового. Замазка при 20°C жизнеспособна в течение 5 ч.
Срок отверждения 24 ч. Для ускорения процесса отвердения к составу добавляется 2 м. ч. полиэтиленполиамина или СТК. В данном случае жизнеспособность сокращается до 1 ч.
При повреждениях сердечника статора из-за повышенной полюсной вибрации с частотой 100 Гц осуществляются следующие ремонтные мероприятия:
- Замена поврежденных клиньев сердечника. Сверху сердечника демонтируется нажимная гребенка, прикрывающая поврежденный клин. Газопламенным резаком вырезается часть полок вокруг поврежденного клина, причем для удобства демонтажа полки вырезаются вместе с косынками и разрез делается под углом 45—55° к низу, а площадь вырезаемых полок увеличивается к верху статора. К клипу приваривают скобу и демонтируют его крапом. Для плотной посадки нового клина в ваз его изготавливают на 0,5—0,8 мм. толще удаленного. Устанавливается новый клип в паз, и восстанавливаются вырезанные полки. Устанавливаются косынки. Для приварки косынок со стороны горячего воздуха их изготавливают несколько уже клина
- Фрезерование заглубленных пазов типа «ласточкин хвост» в спинке сердечника, изготовление и установка новых клиньев. Указанная работа выполняется для устранения радиального смещения стыковых участков сердечника, вызываемого выкрашиванием активной стали в местах посадки на клин, разрывами клиньев, отрывом косынок.
![]()
Отремонтированные места сердечника покрываются эмалью ГФ-92 (ХК или ХС), после чего производится испытание сердечника на нагрев индукционным методом.
- Испытание сердечника. Согласно нормам испытании электрооборудования испытание активной стали сердечника производится: 1) после 15 лет эксплуатации гидрогенератора и далее через каждые 5 лет; 2) при полной замене обмотки статора во время капитального ремонта; 3) после устранения повреждении.
Испытание активной стали на нагрев осуществляется переменным магнитным потоком, при прохождении которого по замкнутой магнитной цепи активная сталь равномерно нагревается по всему объему за исключением тех мест, где имеются дефекты стали, т. е. замыкания между листами. Длительность испытания при индукции 1 Тл составляет 90 мин, при индукции 1,4 Тл — 45 мин.
Конструктивные данные для расчета намагничивающей обмотки: наружный диаметр активной стали Da, см; диаметр расточки статора Di, см; длина активной стали с вентиляционными каналами lк, см; число радиальных вентиляционных каналов пr; ширина радиальных вентиляционных каналов nr, см; высота зубца ha, см; толщина листа активной стали статора ∆, мм.
Наибольший перепад температуры в активной стали θ=∆θмах—Δθмин, приведенный к индукции В, составляет 30 °C для генераторов, выпускавшихся до 1958 г., и 15 °C для генераторов, выпускавшихся после 1958 г.
При испытании активной стали сердечника статора на нагрев намагничивающая обмотка располагается тремя группами равномерно по окружности статора.

Рис. 3-7. Схема испытания активной стали статора методом кольцевого намагничивания
1 — активная сталь статора; 2 — намагничивающая обмотка; 3 — контрольная обмотка
Таблица 3-1. Сечение провода в зависимости от допустимого тока
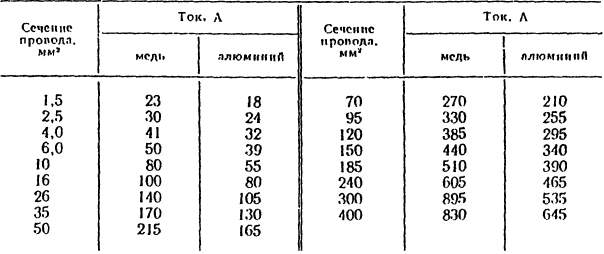
Контрольная обмотка располагается посередине между двумя группами намагничивающей обмотки (рис. 3-7). Для намагничивающей обмотки применяется изолированный провод (без металлической оболочки) сечением 200—400 мм2, для контрольной — провод марки ПР2 сечением не менее 2 мм2. Сечение провода намагничивающей обмотки подбирается по току (табл. 3-1).
Для определения зоны ремонта наиболее греющейся дефектный участок натирается парафином, и по началу плавления парафина определяется объем ремонта зубцов.
Работы выполняются при отключенной намагничивающей обмотке. Результаты измерений заносятся в таблицу.
Применяемые приборы регистрируются в таблице, подобной табл. 2-4.
Повреждения обмотки статора.
Причинами повреждений обмотки статора являются многие факторы, наблюдающиеся при эксплуатации гидрогенераторов. Повреждения обмотки происходят, как правило, из-за нарушений целостности и пробоя изоляции. Аварийность гидрогенераторов вследствие повреждений обмоток относительно высока, и ее не удается заметно снизить только за счет профилактических осмотров и испытаний во время эксплуатации. Повреждения обмоток при аварийных пробоях изоляции и длительные сроки ремонта в таких случаях, а также высокая стоимость ремонта требуют повышения надежности изоляции.
Повреждения изоляции обмотки статора бывают трех видов: 1) замыкание обмотки па корпус; 2) замыкание обмотки между фазами; 3) замыкание обмотки между витками одной фазы. Витковое и междуфазное замыкание чаще всего происходят в лобовых частях обмотки из-за общего старения изоляции и больших механических воздействий. Замыкание на корпус происходит в большинстве случаев в пазовой части обмотки.
Основные повреждения изоляции обмотки статора вызываются наличием электрического поля:
- При определенных условиях в пустотах корпусной изоляции могут возникать устойчивые искровые разряды, в результате чего образуются местные высокие температуры, 500 °C и более. Разряды в пустотах изоляции, или, иначе, ионизационный износ, опасны тем, что ослабляют корпусную изоляцию стержней. При пробое одной из фаз повышается вероятность между фазного короткого замыкания в обмотке с тяжелыми последствиями, т. е. возгоранием изоляции и выгоранием активной стали статора. При ионизации между изоляцией и поверхностью элементарных проводников стержня появляется зазор 0,05—0,5 мм, изоляция проводников высыхает, связующие улетучиваются, поверхность изоляции покрывается серым налетом. Из-за отсутствия связующих элементарные проводники получают свободу перемещения и под действием электромагнитного поля вибрируют, разрушая как собственную, так и корпусную изоляцию. Пробои изоляции происходят в районах крайних пакетов паза или на выходе из паза, на углах стержней верхнего или нижнего его края.
- Разряды по поверхности изоляции при потере полупроводящим покрытием контакта с активной сталью в пазовой части, а также из-за загрязнений обмотки и попадания масла на нее. Загрязнение обмотки — явление нежелательное, особенно в районе лобовых частей, так как пыль сообщает потенциал, близкий к потенциалу земли, всем ветвям лобовых частей обмотки, в том числе и изоляции мест паек, изолируемых после укладки обмотки в пазы. Стык изоляции в месте пайки может дать трещину и тогда не выдержит полного напряжения относительно корпуса или между фазами. Тем более, что электрическая прочность изоляции головок меньше, чем электрическая прочность остальной части обмотки.
- Из-за переменных температурных режимов, вызывающих удлинение и сокращение изоляции и проводников обмотки, происходят повреждения в виде трещин и истирания изоляции о стенки паза в случае возможного перемещения обмотки.
- В вентиляционных каналах сердечника статора и на выходе из паза с течением времени изоляция разбухает, что может сопровождаться развитием ионизационных процессов и привести к разрушению изоляции.
Повреждения обмотки могут вызываться большими механическими напряжениями, возникающими при следующих анормальных режимах работы: а) пуске (особенно включение гидрогенератора методом самосинхронизации); б) параллельной работе при различных нагрузках; в) сбросах нагрузки; г) асинхронных режимах; л) несимметричных нагрузках; с) несинхронных включениях; ж) внезапных коротких замыканиях. Указанные, режимы вызывают в обмотке и в изоляции напряжения, которые могут привести к нарушению механический целостности изоляции и к выходу ее из строя.
Возможные деформации обмоток определяются также плотностью посадки в пазы, прочностью крепления обмотки к бандажным кольцам, наличием распорок между лобовыми частями, ослаблением крепления, что является причиной возникновения повышенной вибрации, вызывающей ударное смятие изоляции.
Крепление обмотки в лобовой и пазовой частях необходимо и для того, чтобы обмотка могла противостоять усилиям, возникающим при коротком замыкании. Стержни одинаковых фаз при коротком замыкании испытывают усилия, направленные к дну паза. Стержни же разных фаз испытывают усилия, отталкивающие стержни друг от друга.
Естественное старение изоляции особенно прогрессирует при перегревах изоляции обмотки. С течением времени под действием короны и тепла изоляция становится более твердой, хрупкой и вследствие этого теряет способность выдерживать механические нагрузки и снижает электрическую прочность при работе гидрогенератора.
На рушение паек в местах соединений обмотки из-за недостаточной пропайки, плохого охлаждения, повышенной вибрации и других причин в большинстве случаев приводит к пожару в лобовых частях обмотки. Недостаточно пропаянный контакт имеет не только повышенное сопротивление, но и недостаточную механическую прочность. Короткие замыкания, связанные с огромными усилиями, действующими на лобовые части обмотки, могут привести к механическому разрушению паяного контакта. При вибрации и знакопеременных усилиях, действующих на пайки, припой может терять свою механическую прочность.
Нарушение крепления и ослабление опрессовки активной стали, а также местная вибрация отдельных зубцов в пакетах может привести к серьезной аварии из-за обламывания зубцов сегментов вследствие усталости металла. Вибрирующие листы сердечника могут постепенно разрушать прилегающую к ним изоляцию и привести к пробою.