- Оценка остаточного ресурса по структурному фактору проводится согласно [2].
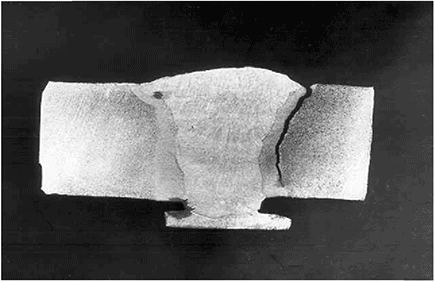
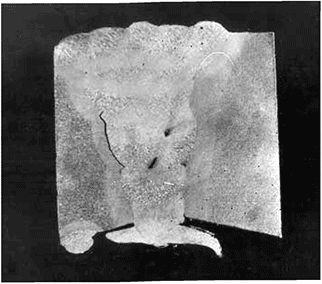
Рис. 3. Продольная трещина длиной 20% периметра в Рис. 4. Поперечное сечение сварного соединения № 7 сварном соединении № 4
Остаточный ресурс оценивается по результатам исследования микроструктуры и микроповреждаемости зон термического влияния (ЗТВ) сварных соединений с наружной поверхности при увеличении от х 500 до х 1000. Для этого делается шлиф, затем по реплике или переносным микроскопом оценивается число микропор и определяется стадия микроповреждаемости по шкале микроповреждаемости ВТИ [2] и соответствующий ей процент исчерпания ресурса по [3]. Практика показывает, что результаты исследования микроповреждаемости с наружной поверхности и на поперечном сечении различны.
Так, при исследовании сварного соединения № 1 был сделан шлиф на наружной поверхности и по поперечному сечению шва. В обоих случаях оценивалось число пор по шкале ВТИ [2]. На наружной поверхности в ЗТВ было выявлено 5 пор (рис. 6) при увеличении х 500. В поперечном сечении в ЗТВ, на глубине 12 мм, выявлено максимальное число пор - 10 шт. - при увеличении х 500 (рис. 1). Состояние сварного соединения, оцененное по результатам исследования, с наружной поверхности соответствует 3п стадии, для которой исчерпание ресурса составляет 70 - 80%, по поперечному сечению соответствует IVn стадии, для которой исчерпание ресурса уже будет 80 - 90%.
Другой пример - при исследовании шлифа, сделанного с наружной поверхности сварного соединения № 8, в ЗТВ были обнаружены 4 поры на поле микроскопа при увеличении х 500 (рис. 5). При исследовании шлифа с поперечного сечения вырезанного темплета в ЗТВ на глубине 10 мм от наружной поверхности были обнаружены 8 пор на поле микроскопа при увеличении х 500 (рис. 7). Состояние металла сварного соединения № 8, исходя из результатов исследования поперечного сечения, соответствует 3п стадии, исчерпание ресурса 70 - 80%, в то время как по результатам исследования с наружной поверхности состояние металла соответствует 2п стадии, исчерпание ресурса 50 - 70%.
Рассмотрим еще один пример — сварной стык № 7 (диаметр труб 273/221 мм, сталь 12Х1МФ) после наработки 301 тыс. ч. При исследовании ЗТВ на наружной поверхности были обнаружены единичные поры, характерные для начала 2п стадии, для которой исчерпание ресурса составляет 50 - 60%. На поперечном сечении вырезанного темплета была обнаружена трещина вдоль линии сплавления в средней части сечения шва (рис. 4), что соответствует Vn стадии и 100%-ному исчерпанию ресурса.
Таким образом, анализ микроповреждаемости с наружной поверхности и по поперечному сечению сварных соединений показывает существенную разницу в оценке остаточного ресурса.

Рис. 5. Зона термовлияния сварного соединения № 8, вид сверху, х 500